Develop ladder logic program for PLC-based Drink Dispenser System according to the logic given below,
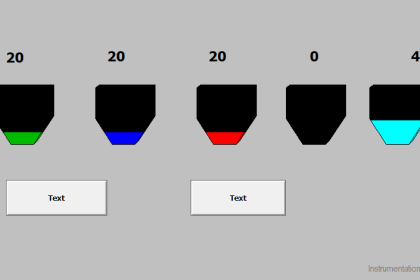
- Press the power button to activate the power supply as shown in the figure.
- Put manually glass (or a cup) on conveyor to hold up drink A/B/C as shown in the below figure.
- Press a one-button from A/B/C whatever you choose on the available types of drinks (It is toggle type switch).
- Press the start button from the local panel.
- The glass (or a cup) moves from limit switch 2 to 4 and stops the conveyor when glass reaches the appropriate limit switch, which we select from the A/B/C toggle switch.
- Glass (or a cup) fill by drink A/B/C for 15 sec.(as per glass size) and conveyor again start-up to glass not reach limit switch -5.
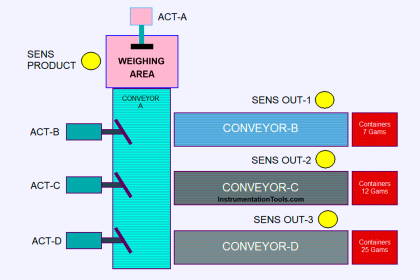
PLC Dispenser System

INPUTS:
- I:0.0 – POWER ON PB
- I:0.1 – POWER OFF PB
- I:0.2 – START PB
- I:0.3 – STOP PB
- I:0.4 – LIMIT SWITCH, L1
- I:0.5 – LIMIT SWITCH, L2
- I:0.6 – LIMIT SWITCH, L3
- I:0.7 – LIMIT SWITCH, L4
- I: 0.8 – LIMIT SWITCH, L5
- I:0.9 – SWITCH A
- I:0.10 – SWITCH B
- I:0.11 – SWITCH C
OUT PUTS:
- 0:0.0 – POWER
- 0:0.1 – CONVEYOR
- 0:0.2 – SOV FOR DRINK A
- 03- SOV FOR DRINK B
- 0:0.4 – SOV FOR DRINK C
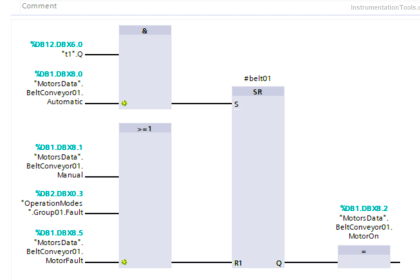
Dispenser PLC Program


Program Description:
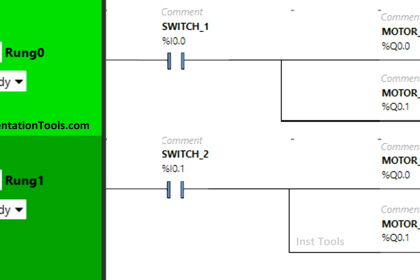
Rung 1:
I: 0.0 and I: 0.1 respectively start and stop press button to control the power supply with latch output.
Rung 2:
Put the glass on L1 (I:0.4) place, which is converted from NO to NC, Press the Drink selection button from A/B/C, respectively enable I:0.9/I:0.10/I:0.11.
Press the Start PB to enable NC (I:0.2) to start the conveyor (O:0.1) until any solenoid valve (O:0.2/O:0.3/O:0.4) not energized and Stop PB(I:0.3) not enable.
After completion of the filling process, conveyor again starts until not reach up to L5 place (I:0.8).
Rung 3:
Conveyor drives the glass up to L2 place as per selected drink type from A. enable the solenoid A (O:0.2) until timer (T:1.DN) bit not enable.
Rung 4:
Fill the drink A for 15 sec (assume constant as per glass size) start the Timer enable the SOV A up to 15 sec and respective timer down bit control the SOV ON/OFF (solenoid A (O:0.2)) state.
Rung 5:
Conveyor drives the glass up to L3 place as per selected drink type from B. enable the solenoid B (O:0.3) until timer (T:2.DN) bit not enable.
Rung 6:
Fill the drink B for 15 sec (assume constant as per glass size) start the Timer enable the SOV B up to 15 sec and respective timer down bit control the SOV ON/OFF (solenoid B (O:0.3)) state.
Rung 7:
Conveyor drives the glass up to L4 place as per selected drink type from C. enable the solenoid C (O:0.4) until timer (T:3.DN) bit not enable.
Rung 8:
Fill the drink C for 15 sec (assume constant as per glass size) start the Timer enable the SOV C up to 15 sec and respective timer down bit control the SOV ON/OFF (solenoid C (O:0.4)) state.
Author: Dhaval Maradiya
If you liked this article, then please subscribe to our YouTube Channel for PLC and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Also:
- Sequence Light Control in PLC
- Valve Logic in Siemens PLC
- PLC based Motor Logic Control
- Industrial Automation PLC Example
- Pump Running Hours using PLC
- PLC Example using Limit Switch






what is the use for i:0:4 (L1)
Limit Switch (L1) is used to detect the presense of empty glass or bottle.
what i mean, any toggle switch on (a, b, c ) conveyor will be on. then what is the use for L1 and start button ?
Sir foundery moulding machine ka ladder logic bniya