In the fluid production industry, the Batch System is the most widely used system. In this article, we will discuss the 4 Tank Batch Mixing System PLC program using CX-Programmer PLC software. In this system, there are 3 Tanks used to measure 3 different liquid raw materials, Each raw material also has a different measuring weight. The 4th Tank will be used to mix all the raw material with a mixing process time of around 50 seconds. After the mixing process is complete, the liquid will flow out.
PLC Batch System for 4 Tanks Mixing
The following buttons are used in the PLC program.
- The PB_START (0.00) button is used to turn ON the system.
- The PB_STOP (0.01) button is used to turn OFF the system.
This system can only be started if Tank 4 is empty.
When this system is started, the process of filling liquid raw materials will be carried out in Tanks 1, 2, and 3.
- Valve VALVE_A (100.00) will OPEN and fill liquid raw material-A into Tank-1, the filling process will Stop when the weight of the liquid in Tank-1 has reached 10 Kg and Valve VALVE_A (100.00) will CLOSE.
- Valve VALVE_B (100.01) will OPEN and fill liquid raw material-B into Tank-2, the filling process will Stop when the weight of the liquid in Tank-2 has reached 15 Kg and Valve VALVE_B (100.01) will CLOSE.
- Valve VALVE_C (100.02) will OPEN and fill liquid raw material-C into Tank-3, the filling process will Stop when the weight of the liquid in Tank-3 has reached 20 Kg and Valve VALVE_C (100.02) will CLOSE.
After the raw material A, B, and C filling process is complete, Valve VALVE_OUT_ABC (100.03) will OPEN for 20 seconds to drain all the liquid raw materials into Tank-4.
Next, the Mixing Process will be carried out for 50 seconds, The Mixer Agitator MIXER (100.04) will rotate when the Mixing Process is carried out.
The mixed liquid will be removed from Tank-4 when the Mixing Process is complete. Valve VALVE_DRAIN (100.05) will OPEN until the liquid in Tank-4 is empty.
The system can be started again if Tank-4 is empty.
Addressing of PLC Project
| Comment | Input (I) | Output (Q) | Memory Word | Memory Bits | Timer |
| PB_START | 0.00 | ||||
| PB_STOP | 0.01 | ||||
| VALVE_A | 100.00 | ||||
| VALVE_B | 100.01 | ||||
| VALVE_C | 100.02 | ||||
| VALVE_OUT_ABC | 100.03 | ||||
| MIXER | 100.04 | ||||
| VALVE_DRAIN | 100.05 | ||||
| TIMER1 | T0000 | ||||
| TIMER_MIXER | T0001 | ||||
| SYSTEM_ON | W0.00 | ||||
| IR_CUTOFF_A | W0.01 | ||||
| IR_CUTOFF_B | W0.02 | ||||
| IR_CUTOFF_C | W0.03 | ||||
| IR_CUTOFF_DRAIN | W0.04 | ||||
| PV_TANK_1 | D0 | ||||
| PV_TANK_2 | D1 | ||||
| PV_TANK_3 | D2 | ||||
| PV_TANK4 | D4 |
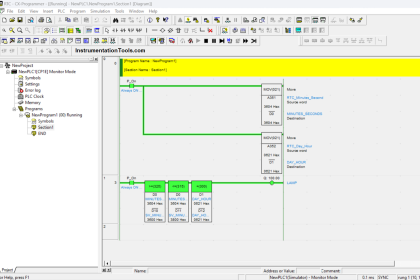
CX-Programmer Programming
RUNG 0 (SYSTEM_ON)
In this Rung, if the value in memory word PV_TANK4 (D3) is equal to zero “0” and the PB_START (0.00) button is pressed, then the memory bit SYSTEM_ON (W0.00) will be in the HIGH state. Because it uses the KEEP(011) instruction, the memory bit SYSTEM_ON (W0.00) will remain in the HIGH state even though the PB_START (0.00) button has been Released.
The memory bit SYSTEM_ON (W0.00) returns to the LOW state if the PB_STOP (0.01) button is Pressed.
RUNG 1 (TANK 1 FILLING)
When the NO contact of memory bit SYSTEM_ON (W0.00) in the HIGH state, then Output VALVE_A (100.00) will be OPEN. And when the value in memory word PV_TANK_1 (D0) is equal to 10, then the memory bit IR_CUTOFF_A (W0.01) will be in the HIGH state.
Output VALVE_A (100.00) will become CLOSE due to the Interlock of memory bit IR_CUTOFF_A (W0.01).
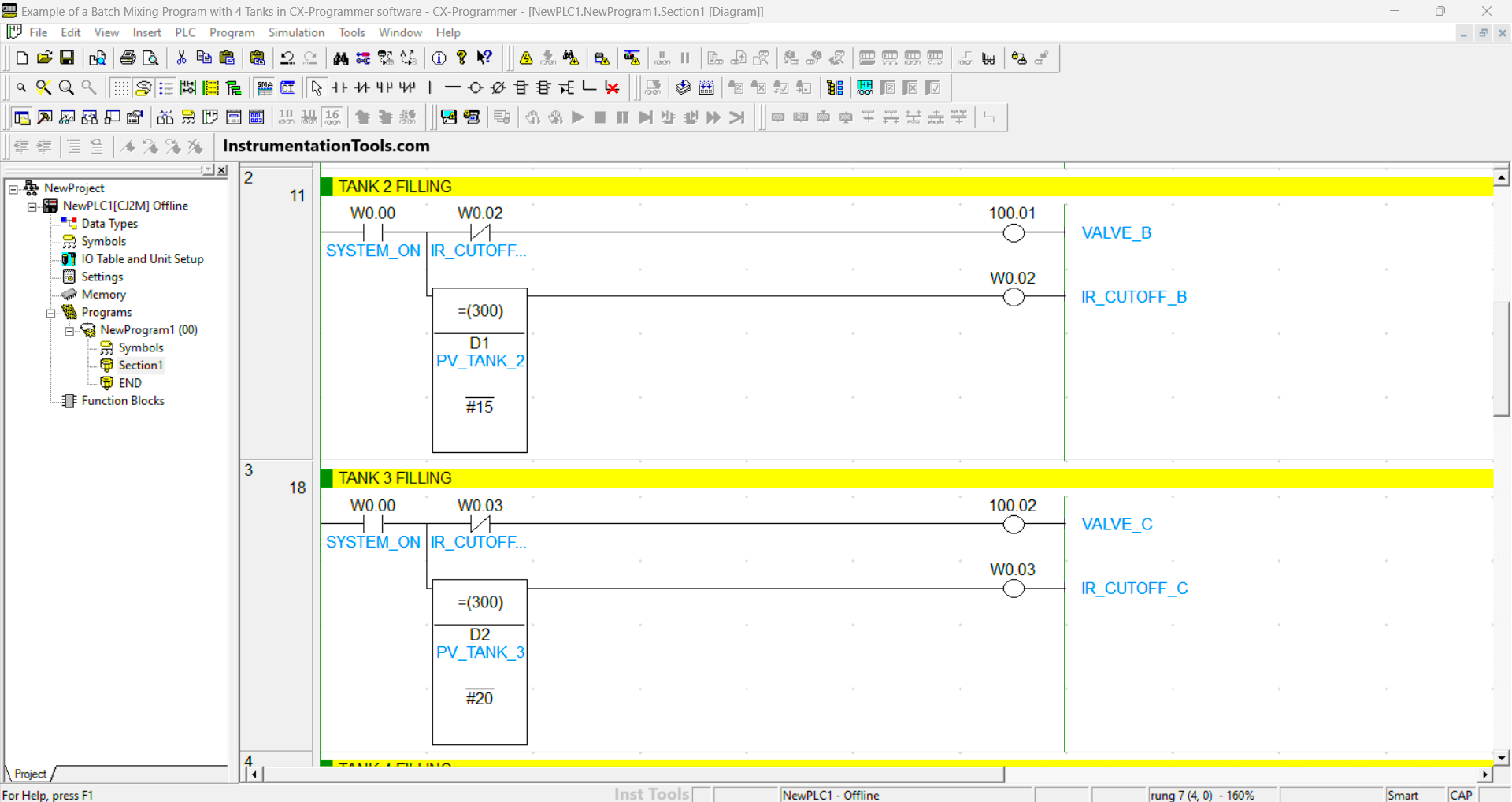
RUNG 2 (TANK 2 FILLING)
When the NO contact of memory bit SYSTEM_ON (W0.00) is in the HIGH state, the Output VALVE_B (100.01) will be OPEN. And when the value in memory word PV_TANK_2 (D1) is equal to 15, then the memory bit IR_CUTOFF_B (W0.02) will be in the HIGH state.
Output VALVE_B (100.01) will become CLOSE due to the Interlock of memory bit IR_CUTOFF_B (W0.02).
RUNG 3 (TANK 3 FILLING)
When the NO contact of memory bit SYSTEM_ON (W0.00) is in the HIGH state, the Output VALVE_C (100.02) will be OPEN. And when the value in memory word PV_TANK_3 (D2) is equal to 20, the memory bit IR_CUTOFF_C (W0.03) will be in the HIGH state.
Output VALVE_C (100.02) will become CLOSE due to the Interlock of memory bit IR_CUTOFF_C (W0.03).
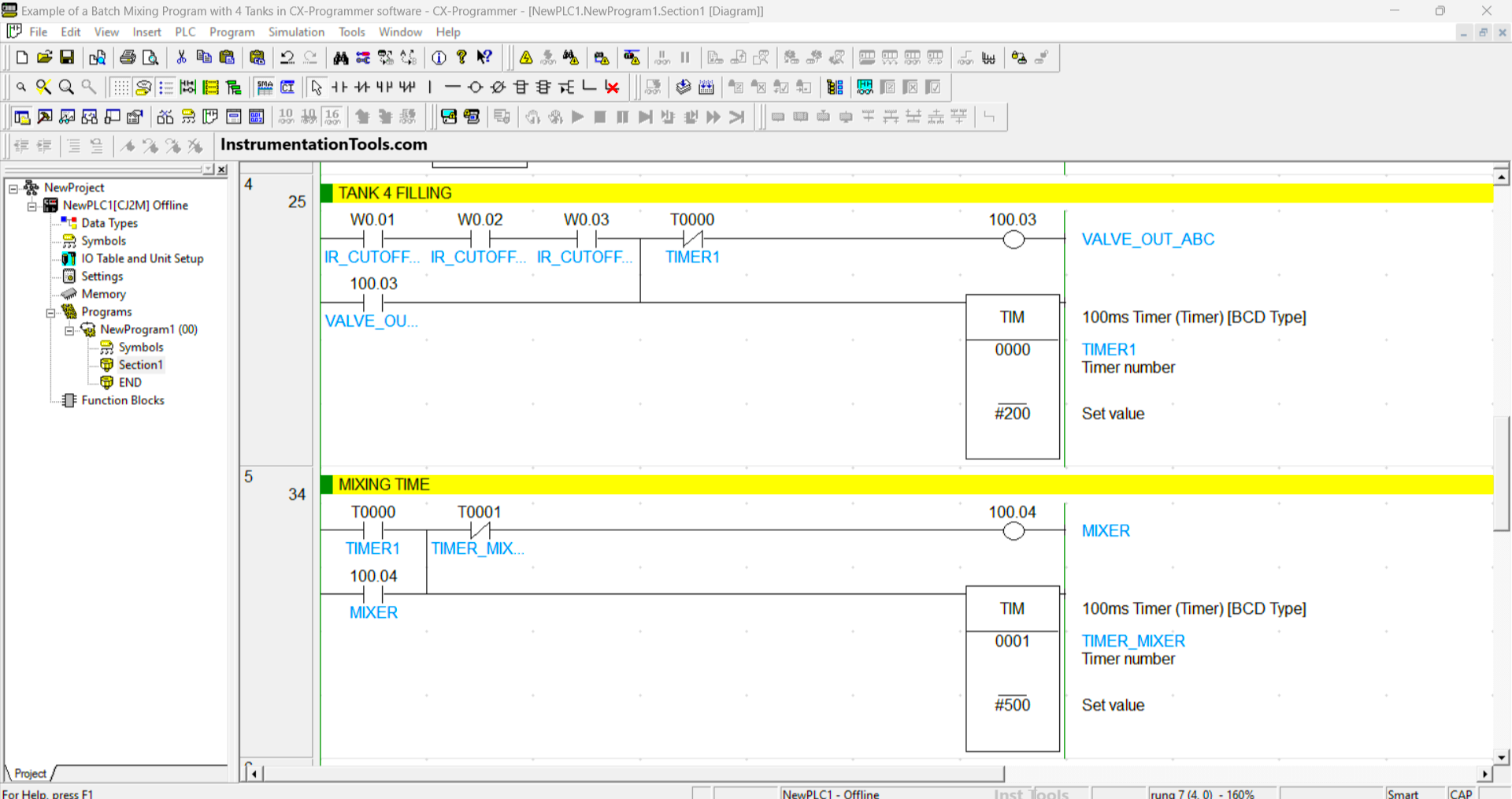
RUNG 4 (TANK 4 FILLING)
When the NO contacts of memory bits IR_CUTOFF_A (W0.01), IR_CUTOFF_B (W0.02), and IR_CUTOFF_C (W0.03) are in the HIGH state, the Output VALVE_OUT_ABC (100.03) will be OPEN and the Timer TIMER1 (T0000) will Start counting up to 20 seconds.
The Output VALVE_OUT_ABC (100.03) will CLOSE if Timer TIMER1 (T0000) has finished counting.
RUNG 5 (MIXING TIME)
In this Rung, when the NO contact of Timer TIMER1 (T0000) in the HIGH state, the MIXER (100.04) Output will be ON and the TIMER_MIXER (T0001) Timer will Start counting up to 50 seconds.
Output MIXER (100.04) will turn OFF when Timer TIMER_MIXER (T0001) has finished counting.
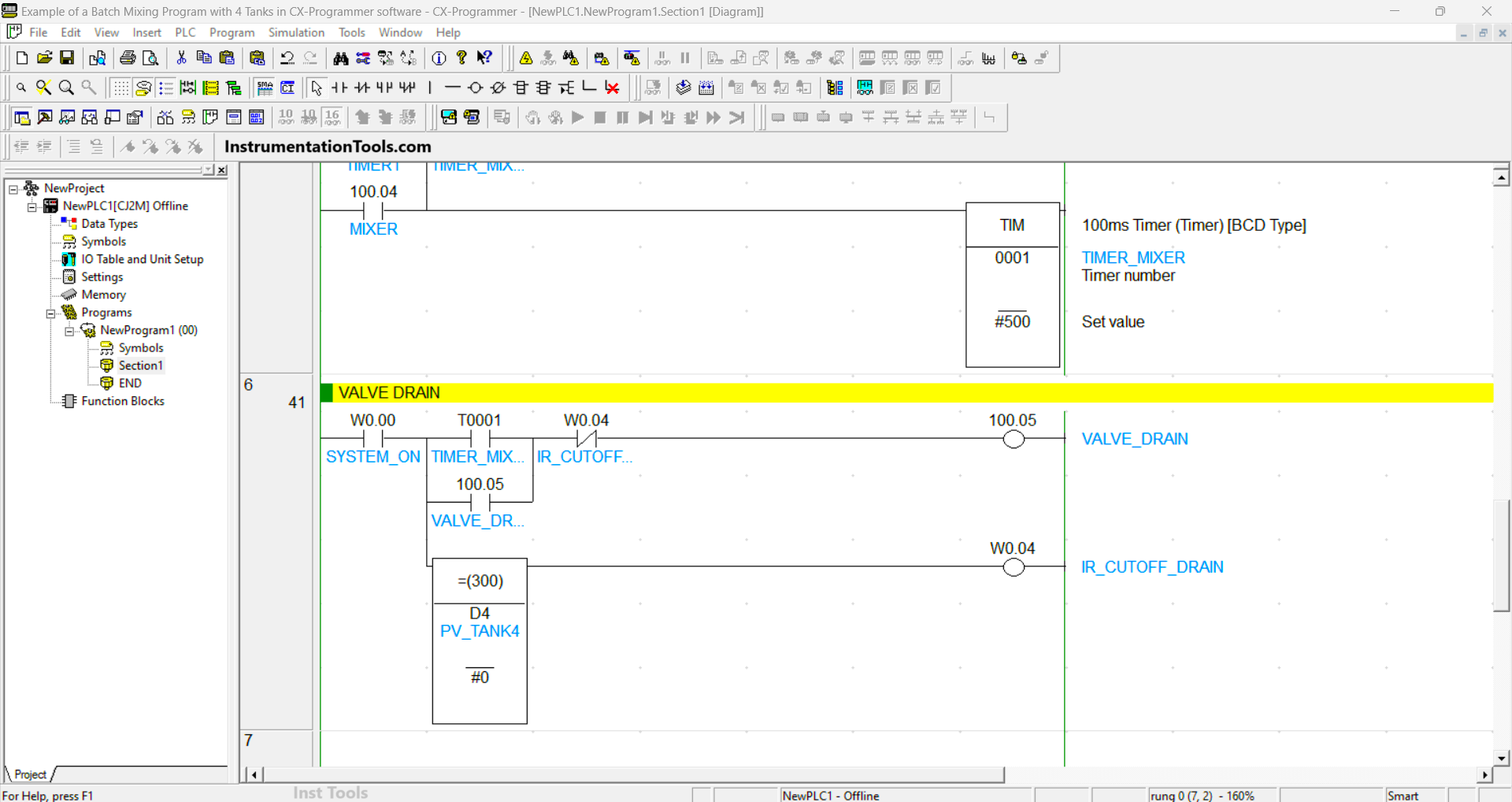
RUNG 6 (VALVE DRAIN)
In this Rung, when the NO contact of memory bit SYSTEM_ON (W0.00) and the TIMER_MIXER (T0001) timer are in the HIGH state, the VALVE_DRAIN (100.05) output will be OPEN.
When the value in memory word PV_TANK4 (D4) is zero “0”, then the memory bit IR_CUTOFF_DRAIN (W0.04) will be in the HIGH state so that the Output VALVE_DRAIN (100.05) returns CLOSE.
Read Next:
- Simple Conveyor Control PLC Program Example
- PLC Sequential Control of Three Lights with Reset
- Structured Text PLC Example for Motor Interlock
- Allen Bradley PLC to PLC Communication Tutorial
- PLC Packing Machine Control System Program