Develop a PLC-based ladder logic program for automatic packaging system according to the logic given below,
- Start and stop PB is used to start and stop the whole process
- Photosensor is used to detect product.
- Once the count reaching 10, the robot arm takes responsible for packing.
- Packing complete sensor turns on to restart the process
- Stop PB is pressed any time to stop all processes.
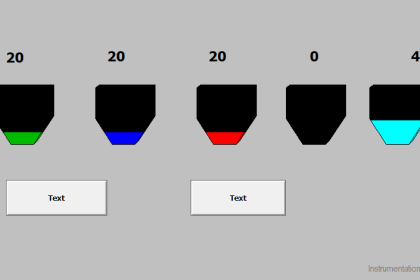
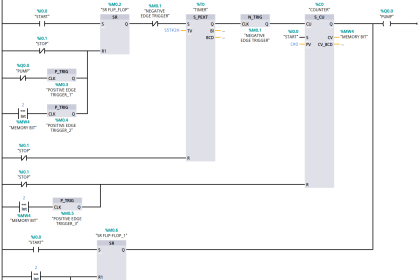
PLC Packaging System

PLC Packaging Programming

Program Description:
Rung 0000:
Start/Stop Pushbutton (PB) latched with memory B3:0/0.
Rung 0001:
B3:0/0 enabled to turn on Conveyer motor (O: 0/0).
Rung 0002:
Photo-sensor (I:0/1) is connected to one shot to give one pulse when a product crossing photo-sensor.
The counter is used to count the number of the product. Robotic arm for packing (O:0/1) is connected in the normally closed contact to give interlocking with conveyor motor.
Rung 0003:
Counter done bit turns robotic arm for packing (O: 0/1) to turn ON and conveyor motor to stop.
Rung 0004:
Packing complete sensor (I:0/3) or manual counter reset (I:0/4) is used to reset the counter which will turn on conveyor motor to start the process again.
Conveyor Motor (O:0/0) is connected in the normally closed contact to give interlocking with a Robotic arm for packing output.
Conclusion:
We can use this example to understand the ladder logic in AB Programmable Logic Controllers.
Author: Hema Sundaresan
If you liked this article, then please subscribe to our YouTube Channel for PLC and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
- PLC based Tank Level Control
- Drink Dispenser System in PLC
- Batch Process using PLC Logic
- Automated Guided Vehicle with PLC
- Security of SCADA Systems





Hi there,
A newbie engineer student here, can I know what type of programming platform you use for your ladder programming? I just noticed they didn’t look like mine (cx- programmer). Hope you can answer my question so I can understand properly your ladder diagram.
That’s all, thanks ????.