In previous articles, we gave examples of some of the most common safety instructions in a safety PLC. In this article, we will talk about another important safety instruction which is the Muting function, and we will give a simple PLC example code.
Contents:
- What are Muting Functions?
- Muting Function Instruction in TIA Portal
- Different approaches for muting function
- 4 sensors approach sequence
- 2 sensors approach sequence
- Hardware configurations
- Programming steps
- Code simulation
- Conclusion
What is a Muting Function?
A muting function is when a group of sensors (usually 2 or 4 sensors), are used to temporarily disable the safety function of a safety light curtain of a safety sensor when a workpiece or a conveying palette is passing through the guarded area of the safety function.
The challenge facing a muting function is to be able to differentiate between a passing workpiece and a passing worker through the hazard area.
There are two different cases of activating a muting function:
- A workpiece or a conveying palette is passing through the guarded area of the safety function.
- Enabling personnel access inside the dangerous areas during the non-dangerous part of the machine cycle. For example, when an operator needs to load/unload the workpiece inside a hazard area.
So, a muting function should only work when a workpiece is passing through the risk area, but if a worker or an operator passes through the risk area, the safety function should be activated and the machine should stop immediately.
Muting Function Instruction in TIA Portal
See picture 1 for MUT_P or Parallel muting safety function in TIA Portal.
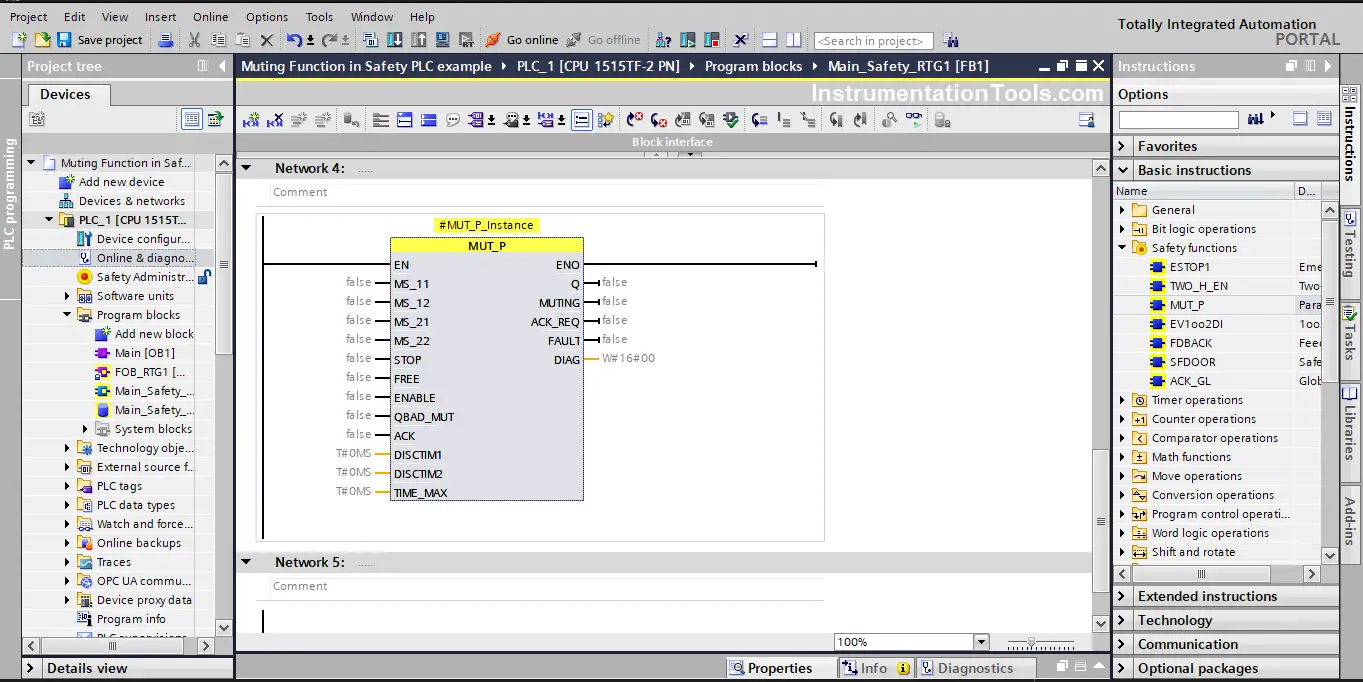
As you can see, The MUT_P safety function has a lot of parameters, let’s see what some of them mean:
- MS_11 and MS_12: are muting sensor pair 1.
- MS_21 and MS_22: are muting sensor pair 2.
- DISCTIM1: Discrepancy time of sensor pair 1 (0 to 3 s)
- DISCTIM2: Discrepancy time of sensor pair 2 (0 to 3 s)
- FREE: this is the signal coming from the light curtain, if TRUE then it means the light curtain is not interrupted.
- STOP: this is the signal coming from the conveyer system, if TRUE then it means the conveyer system has stopped, the muting function will not be activated if the conveyer is stopped.
- ENABLE: if set to TRUE, the muting function can be obtained. This can be any condition that you want to have before allowing the muting function to happen, a new palette request from the machine.
- ACK: used to acknowledge a restart after a failure.
- MUTING: display the status of the muting function.
- TIME_MAX: max time of the muting function, this time should be carefully calculated and set, to prevent safety function failures due to, for example, a worker trying to bypass the safety function.
Different approaches for Muting Function
There are many different approaches to muting functions, but the most common are:
- 4 sensors muting function
- 2 sensors muting function
4 Sensors Approach Sequence
In this approach, 4 sensors (MS_11, MS_12, MS_21, and MS_22) are used to provide detection of the moving workpieces or a conveying palette.
Each two sensors facing each other should be installed in such a way that the moving palette will be detected by the two sensors at the same time or within a discrepancy time. And also both of them should be deactivated at the same time.
Also, the 4 sensors should be installed in such a way that sensors MS_21 and MS_22 will get activated before MS_11 and MS_12 are de-activated, to enable continuity of the muting function.
The following steps show the sequence of achieving a muting function without any errors:
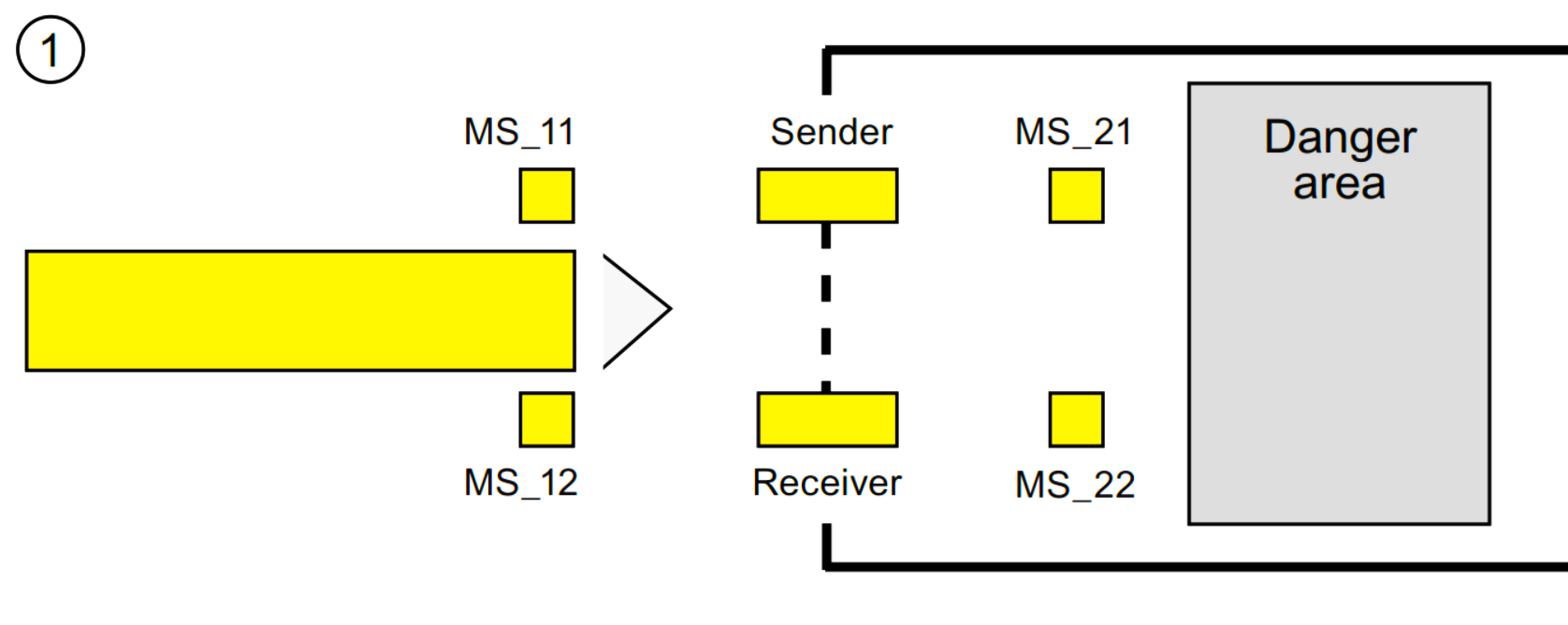
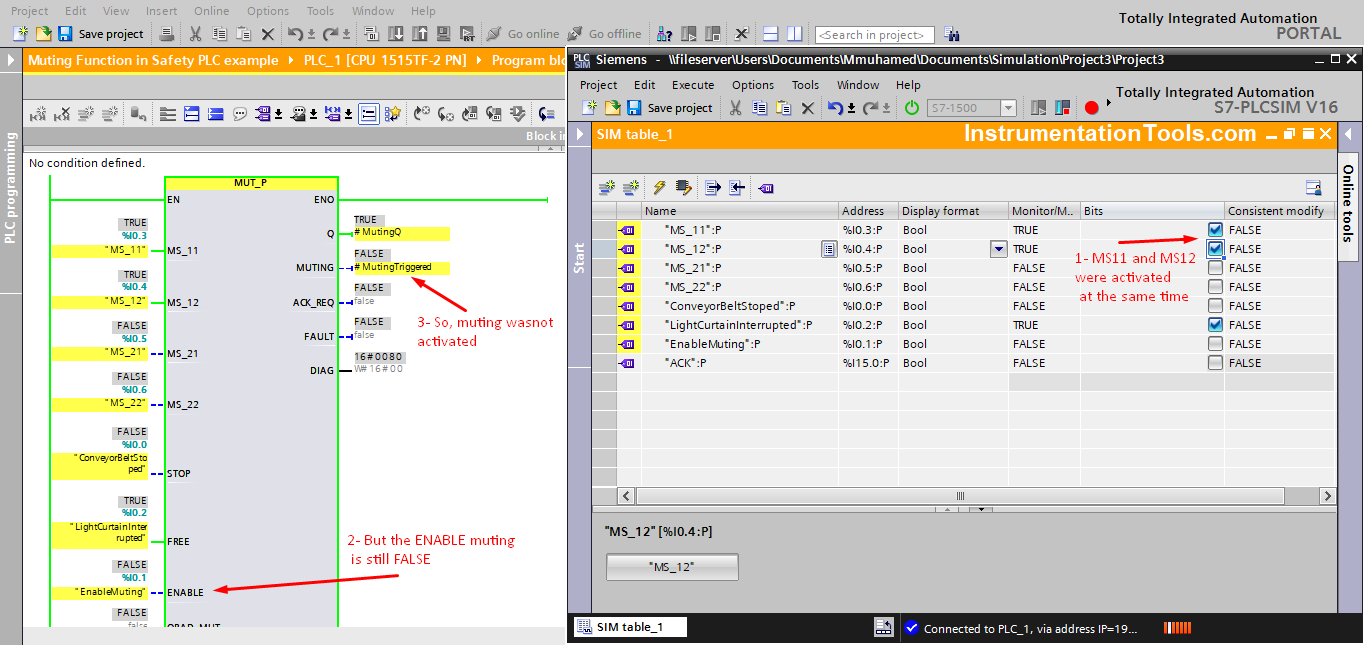
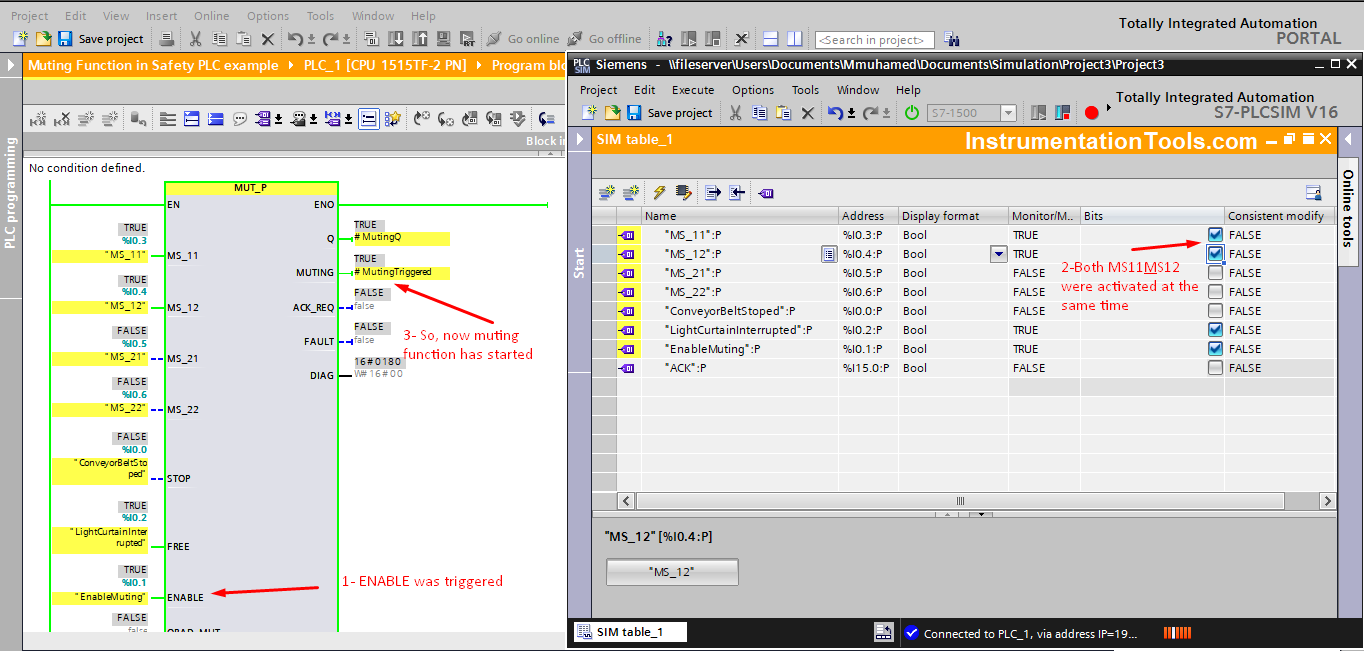
- When both muting sensors MS_11 and MS_12 are activated by the product within DISCTIM1. The muting function will start, provided that Enable signal of the MUT_P safety instruction is TRUE. See picture 2.
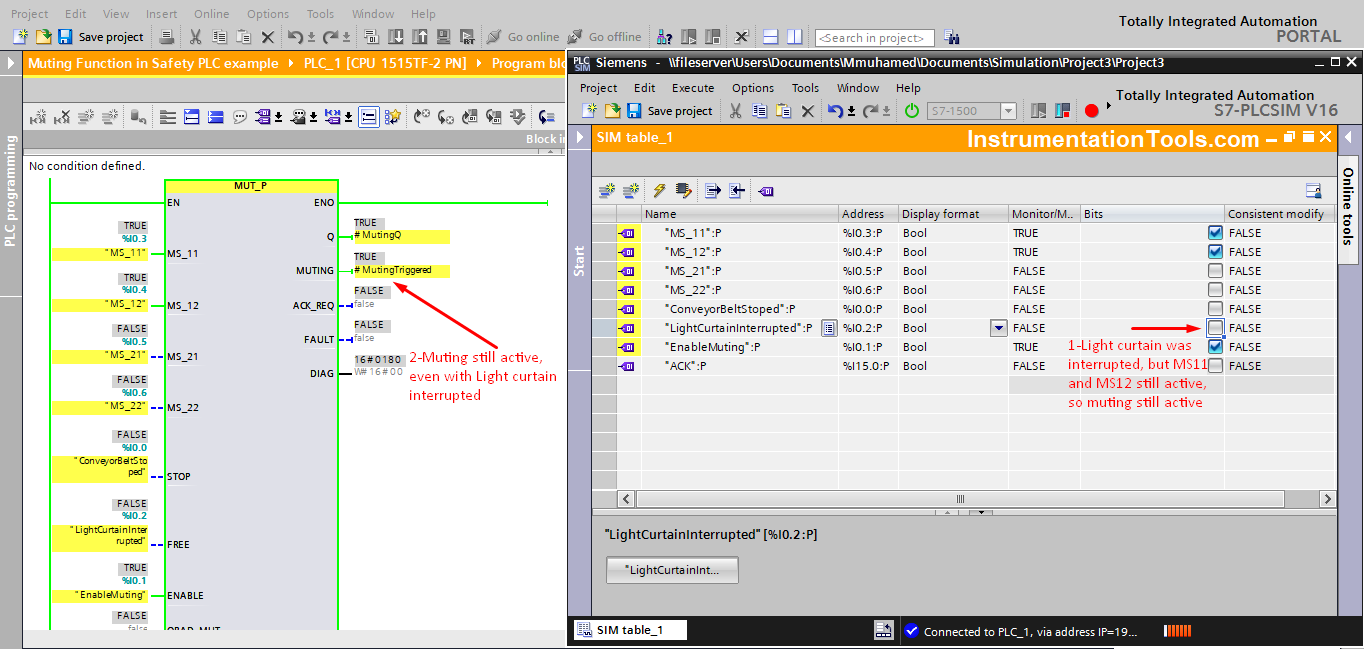
- The muting function will continue to be TRUE even when the light curtain detects the product, (FREE = 0).
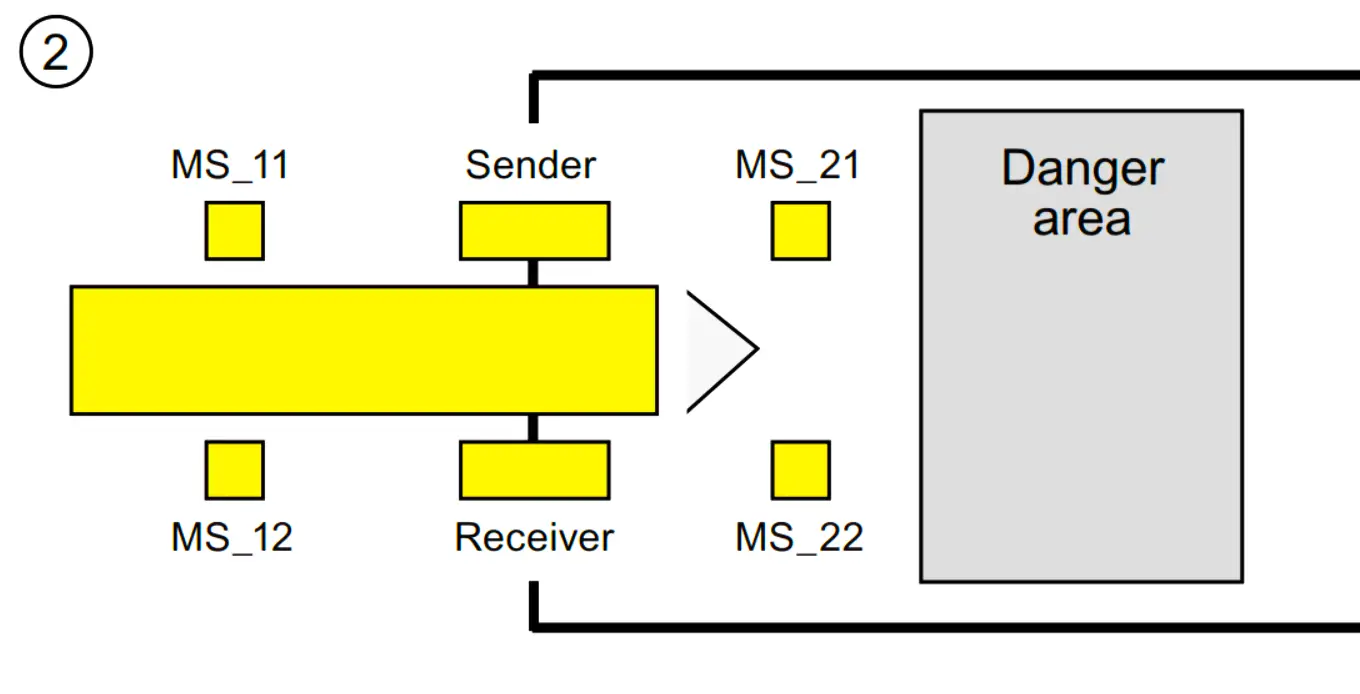
- As long as both muting sensors MS_11 and MS_12 continue to be activated, the MUTING function of the instruction causes Q to remain 1 and MUTING to remain 1 (so that the product can pass through the light curtain without causing the machine to stop). See picture 3.
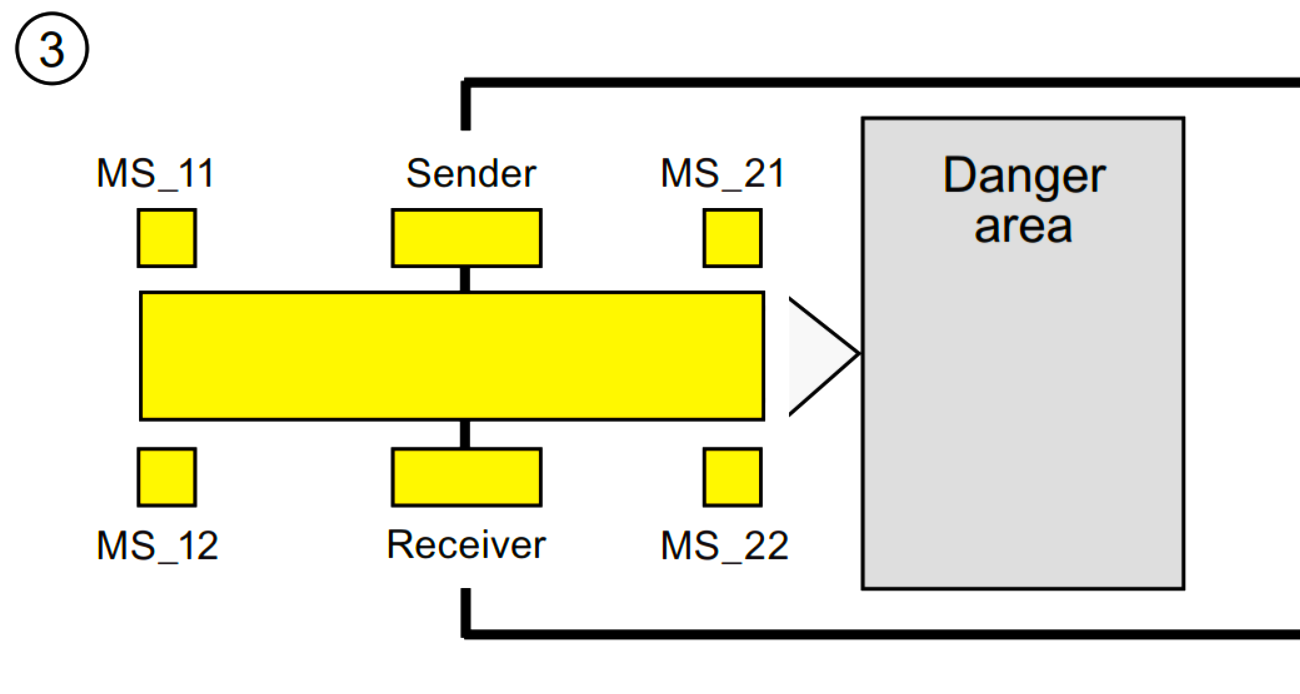
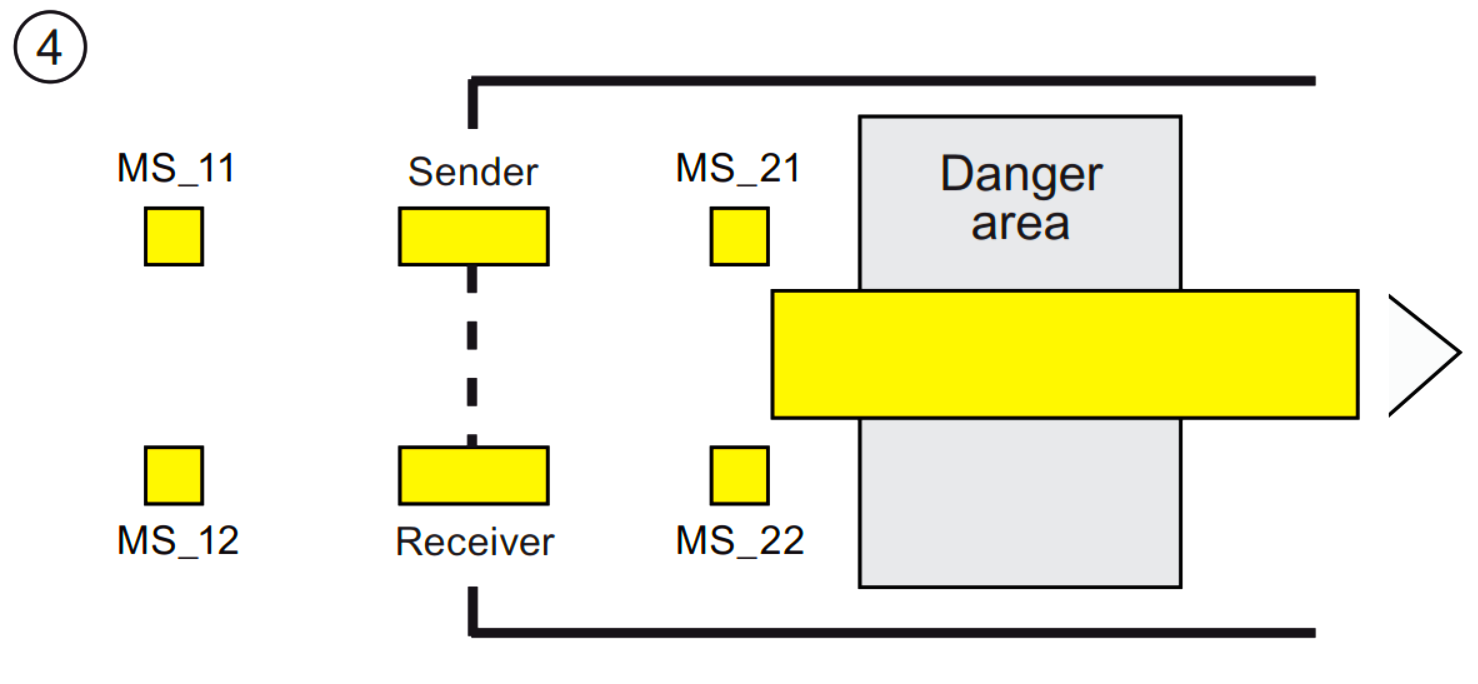
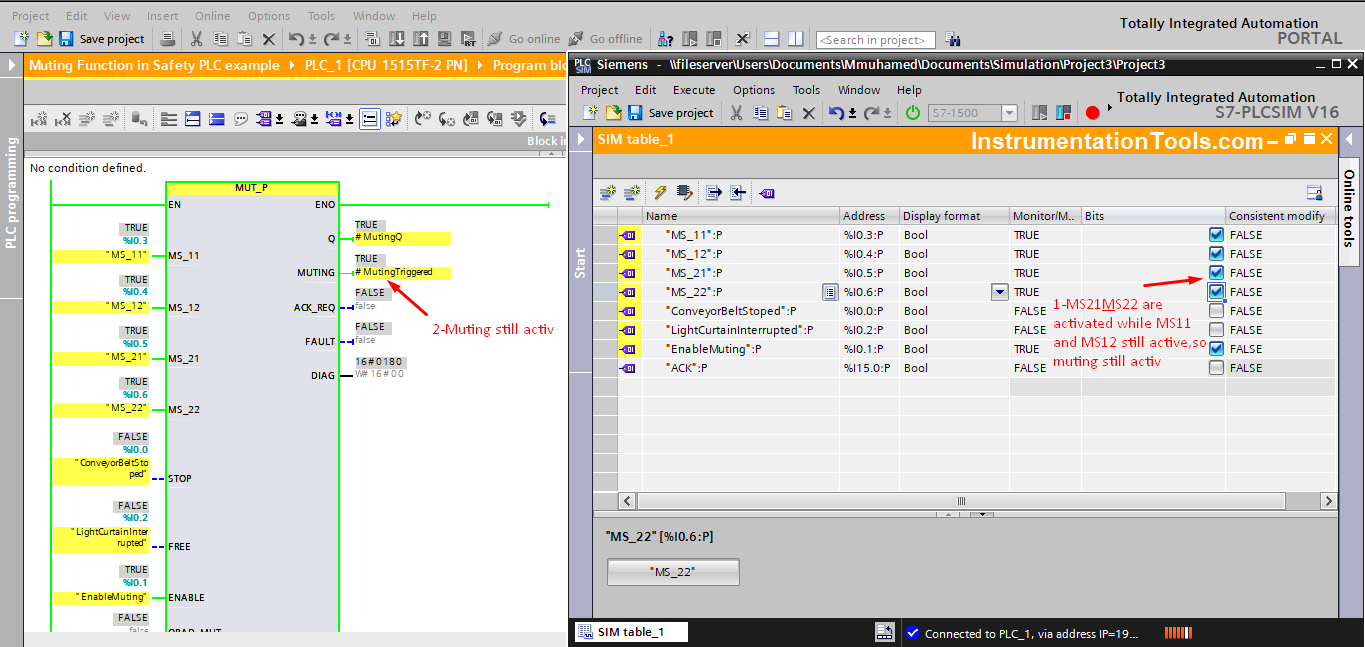
- The two muting sensors MS_21 and MS_22 must be activated (within DISCTIM2) before muting sensors MS_11 and MS_12 are switched to inactive. This way the MUT_P instruction retains the muting function. (Q = 1, MUTING = 1). See picture 4.
- When one of the two muting sensors MS_21 and MS_22 is deactivated the muting function will be terminated (Q = 1, MUTING = 0). See picture 5.
- Note that, MS_21 and MS_22 must both be deactivated within DISCTIM2, otherwise if one of them is deactivated and the DISCTIM1 is elapsed before the second one is deactivated, the safety PLC will consider an internal failure in the sensor and will trigger the safety function.
2 Sensors Approach Sequence
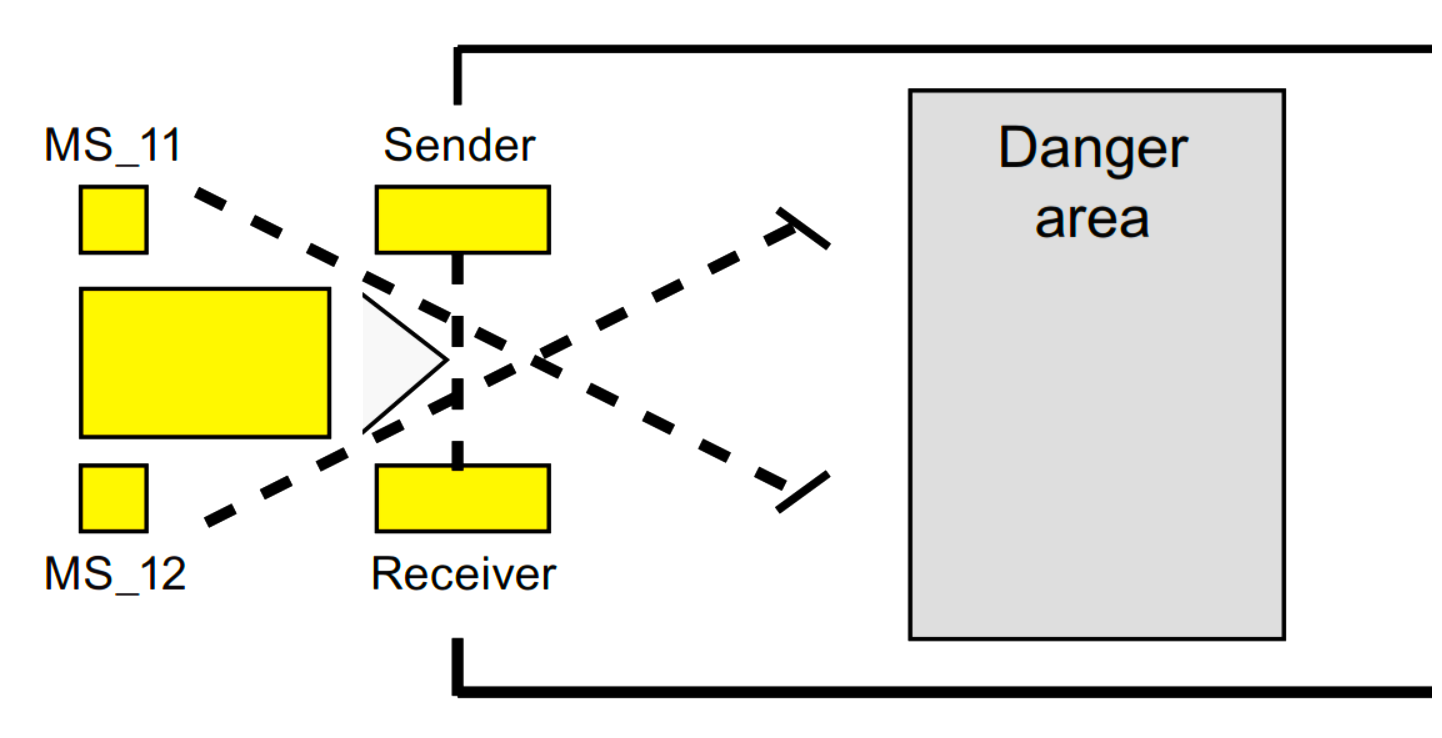
If reflection light barriers are used as muting sensors, then only 2 sensors MS_11 and MS_12 Can be used for a muting function, the 2 sensors will be arranged diagonally. See picture 6.
The sequence of the muting function is obtained according to the following steps:
- When both muting sensors MS_11 and MS_12 are activated by the product within DISCTIM1. The muting function will start, provided that Enable signal of the MUT_P safety instruction is TRUE.
- The muting function will continue to be TRUE even when the light curtain detects the product, (FREE = 0). As long as MS_11 and MS_12 are still activated by the product. The product can then pass through the light curtain without causing the machine to stop.
- When one of the two muting sensors MS_11 and MS_12 is deactivated, the muting function will be terminated (Q = 1, MUTING = 0).
- Note that, MS_11 and MS_12 must both be deactivated within DISCTIM1, otherwise if one of them is deactivated and the DISCTIM1 is elapsed before the second one is deactivated, the safety PLC will consider an internal failure in the sensor and will trigger the safety function.
Simple PLC example
Hardware configurations:
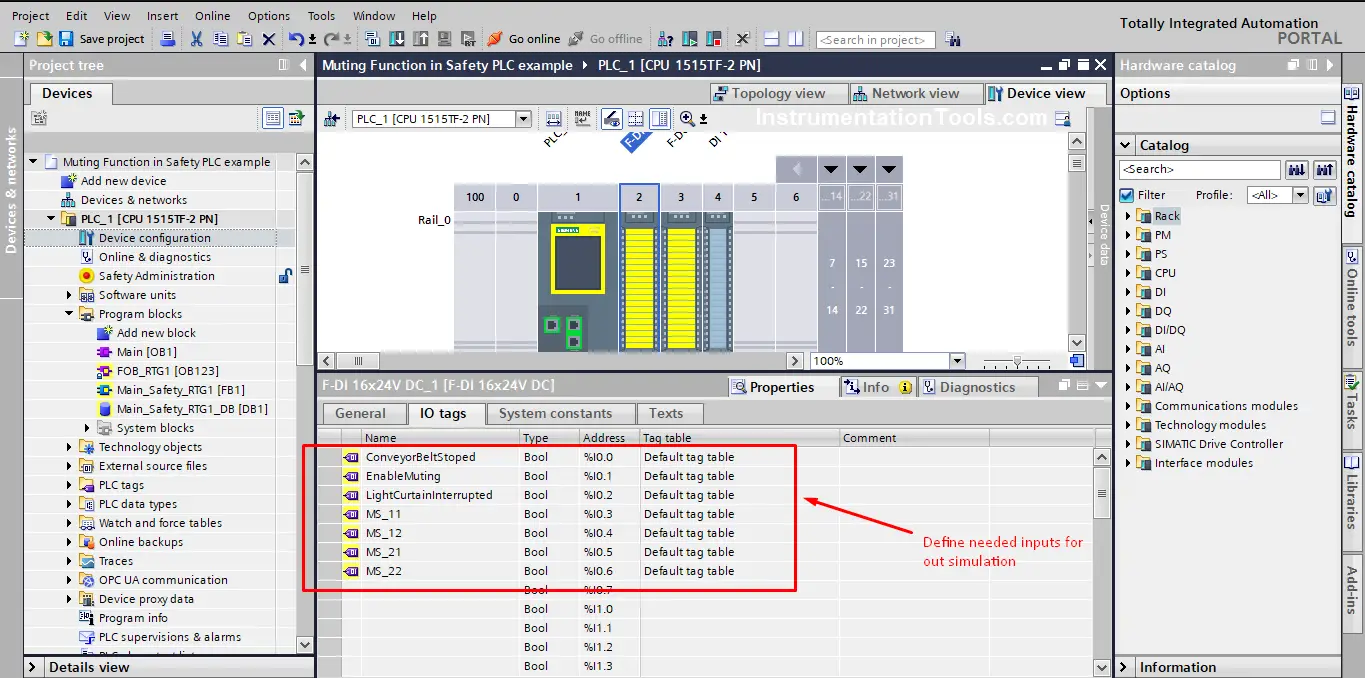
First, let’s define all needed inputs for our simulation. See picture 7.
Programming steps
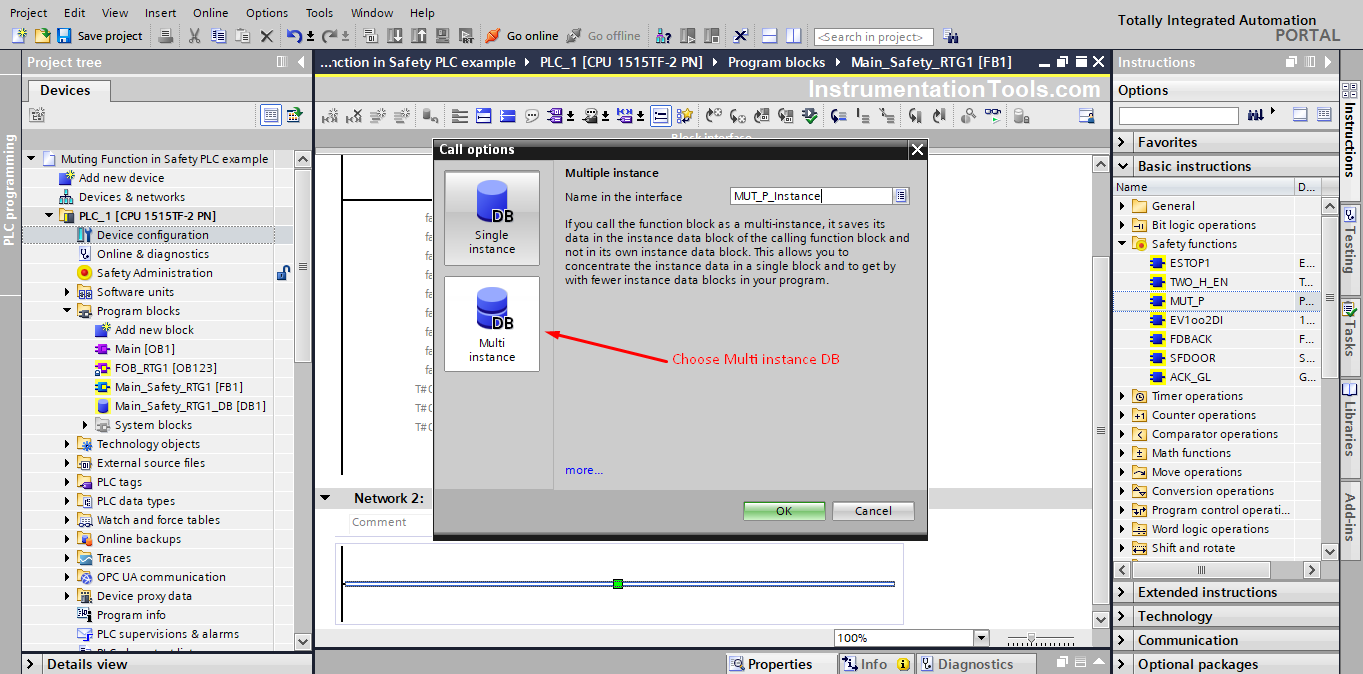
Start with adding your MUT_P safety instruction, see picture 1, and then choose Multi-instance DB for your function. See picture 8.
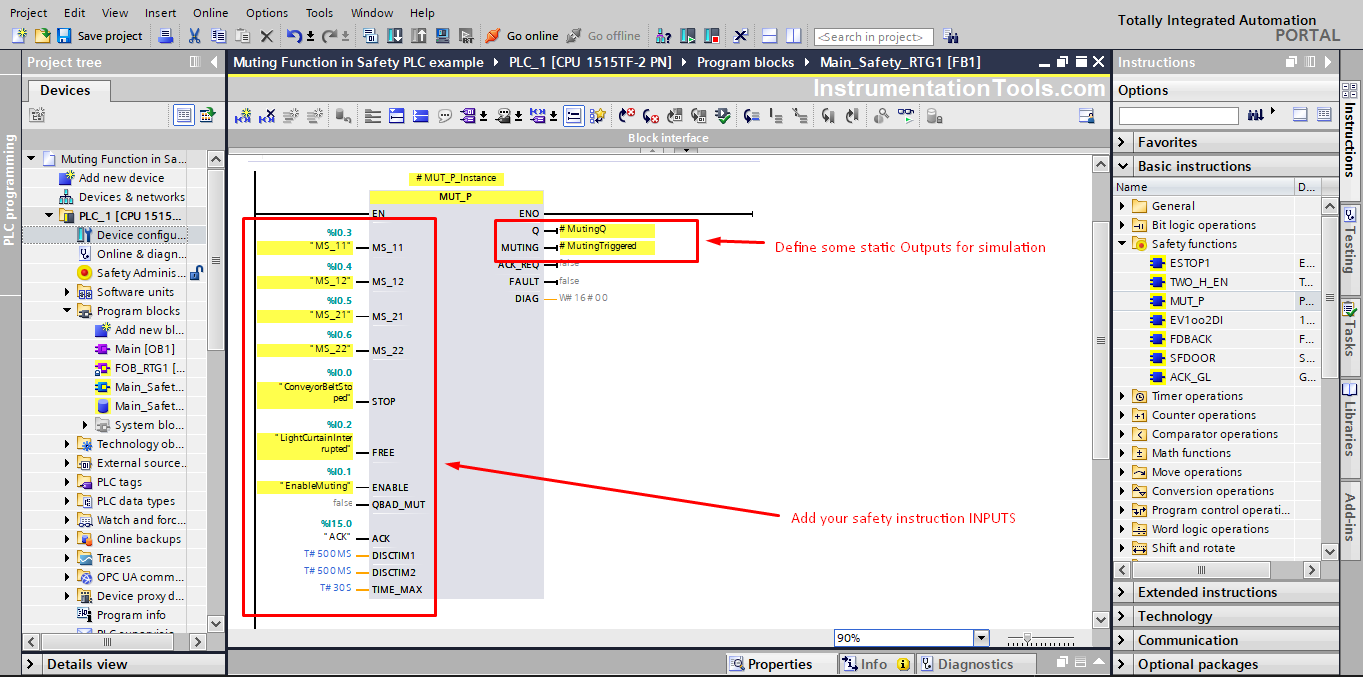
Next, add your inputs to the MUT_P safety instruction, also define some static outputs and add them to the MUT_P outputs. See picture 9.
The coding part is done, compile your code and start a new simulation.
Code simulation:
First, run your PLC and notice the MUT_P at start-up, see picture 10.
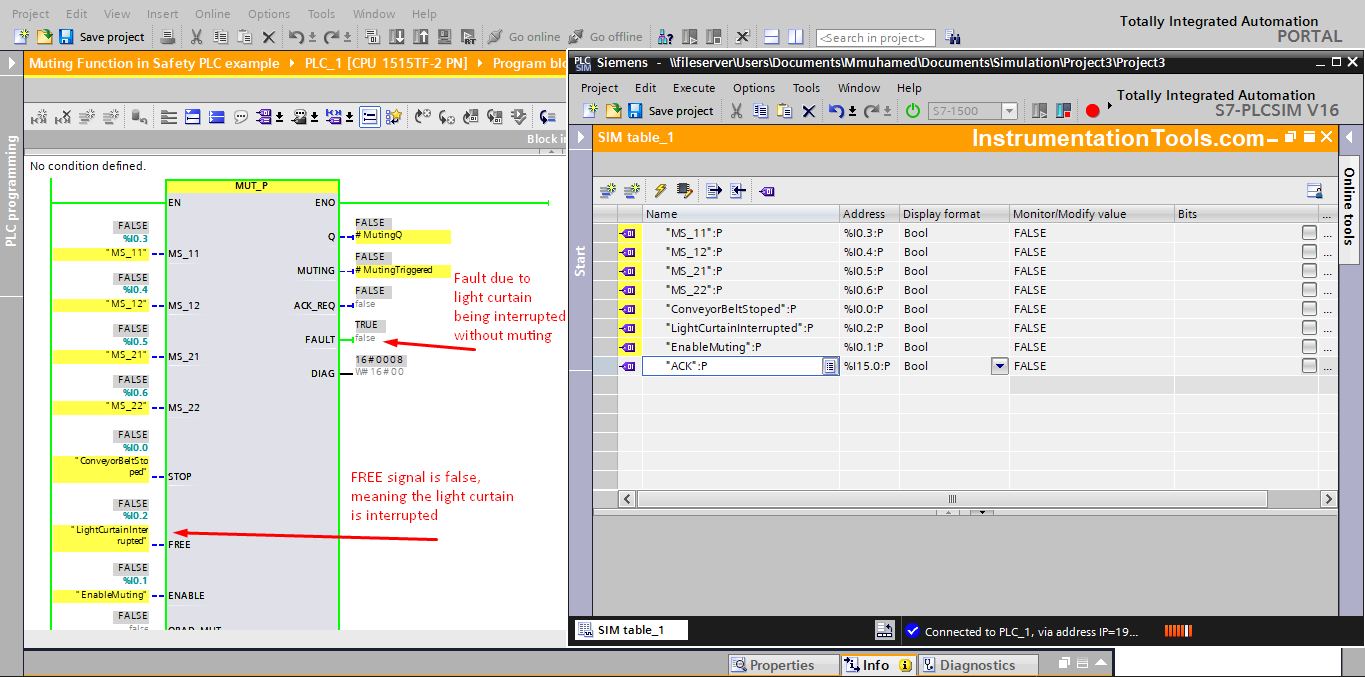
From picture 10 you can see that there is a fault in the instruction, because the FREE signal is FALSE, which means the light curtain is interrupted without muting, so a safety condition will be triggered.
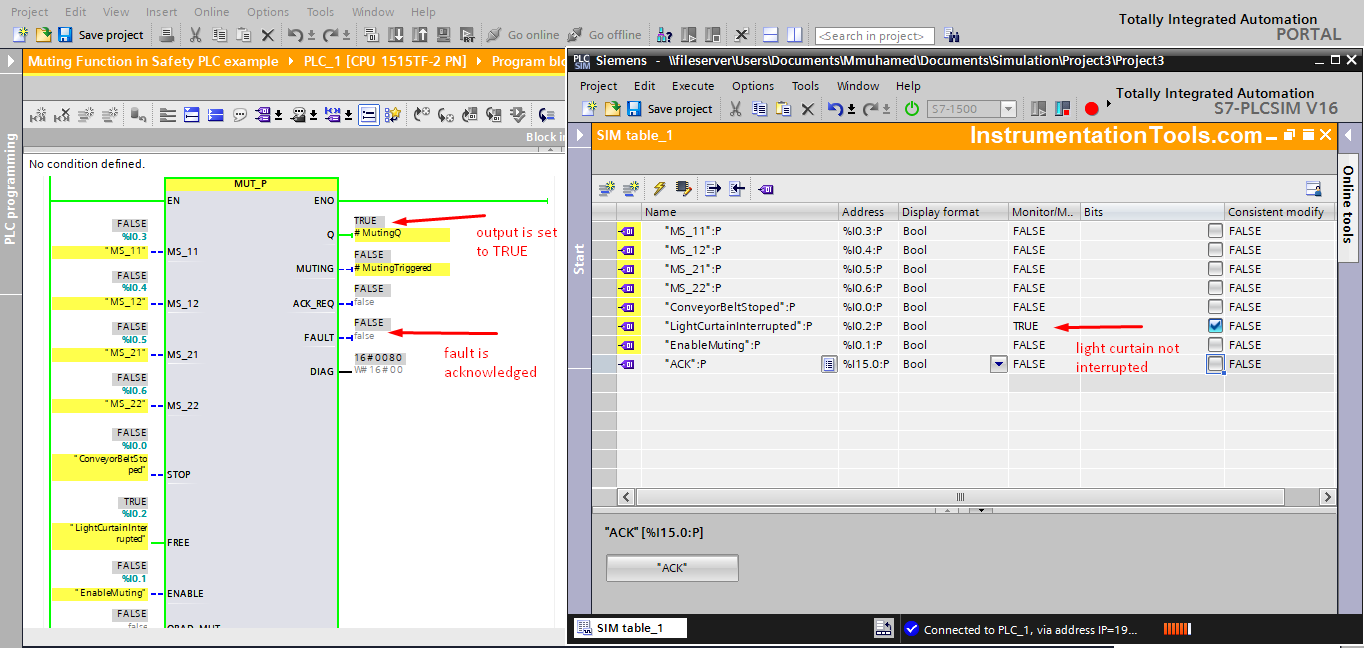
Now, set the FREE signal to TRUE (to simulate the light curtain not being interrupted) and acknowledge the safety condition to reset the fault. See picture 11.
Now, see pictures 12 to 17 for a complete sequence of the muting function.
As the product keeps moving, the light curtain will eventually be interrupted, that should happen while MS11 and MS12 are still active, (see picture 3) to keep the muting function triggered. See picture 14.
After a while, MS21 and MS22 will also be activated (see picture 4), this should happen while the light curtain is still interrupted by the product and while MS11 and MS12 are still active see picture 15.
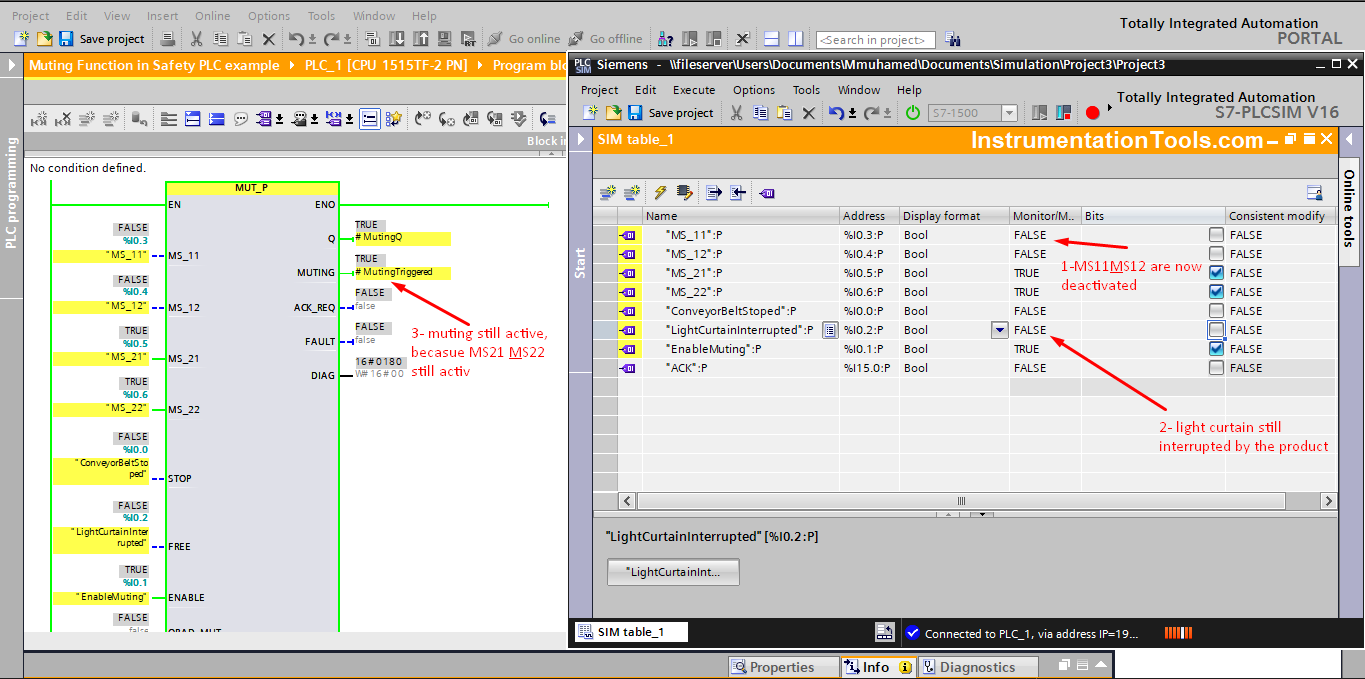
After a while, MS11 and MS12 will be deactivated, but the muting function will still be active because MS21 and MS22 are still activated. See picture 16.
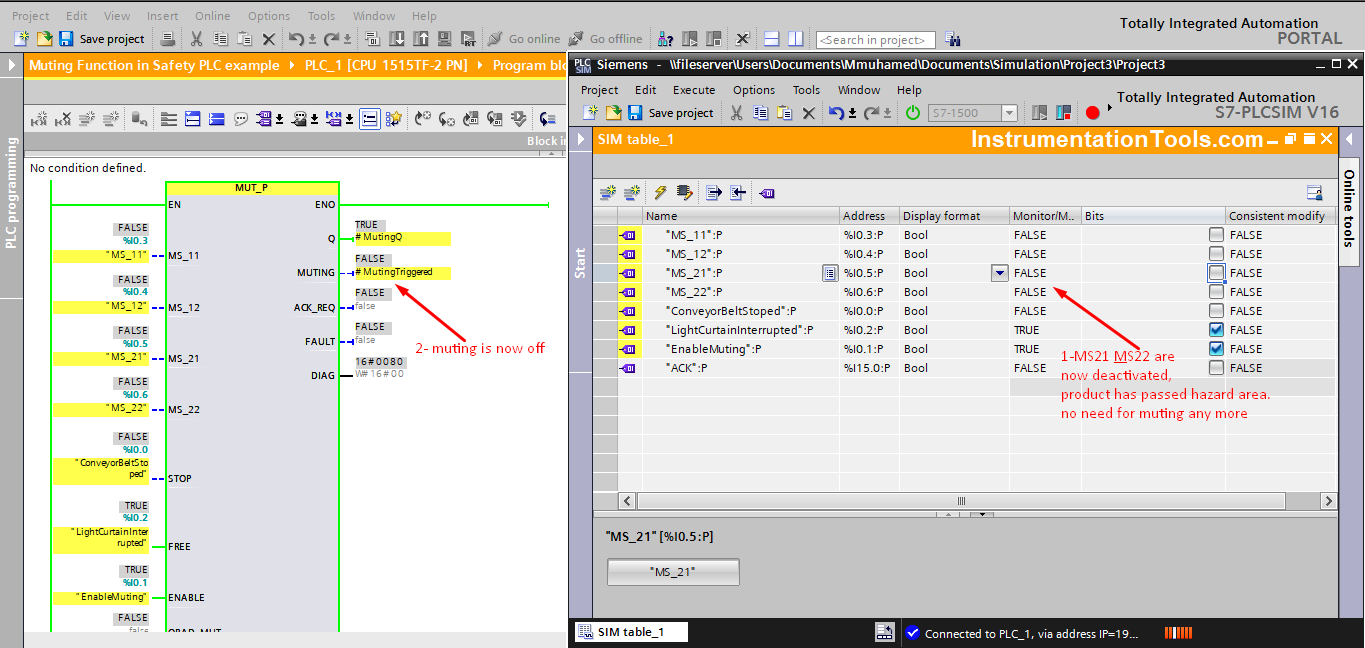
When MS21 and MS22 are deactivated, the muting function will be stopped. See picture 17.
Note that, if the TIME_MAX of the safety instruction is elapsed before muting one complete safety muting function finished, the PLC will give a fault and the output will stop immediately.
We now finished the simulation and test of a 4 sensors muting function sequence.
Check the PLC software attached to the article and try to see if you can simulate the 2-sensor Muting function sequence.
Download the muting function logic and its project back up in the Siemens Tia Portal.
P.S. password for safety PLC software is 123
Conclusion
The muting function is a very important safety function for when you need to interrupt the safety light curtain without triggering a safety condition that will probably stop your process.
Again, safety PLC made the implementation of this function very easy due to the already built-in safety instructions that comply with the safety standards. If you would try to implement the same functionality with a normal PLC, you will need a large code to perform the same function as the MUT_P in safety PLCs.
If you liked this article, then please subscribe to our YouTube Channel for Instrumentation, Electrical, PLC, and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
- Industrial Automation Solution
- Automation Project Investment
- PLC Functional Block Diagrams
- Choose HMI for Your Application
- Delta PLC in Industrial Automation