Develop ladder logic program for Motor ON OFF according to the logic given below,
- The start button is pressed to start the conveyor motor
- Cases move past the proximity switch and increment the counter’s accumulator value.
- After the count of 3, the conveyor motor stops automatically and the counter’s accumulator value is reset to 0. Restart button is used to start the process from the beginning.
- The conveyor motor can be stopped and started manually at any time without loss of the accumulator count.
- Accumulated count of the counter can be reset manually at any time by means of the count reset button.
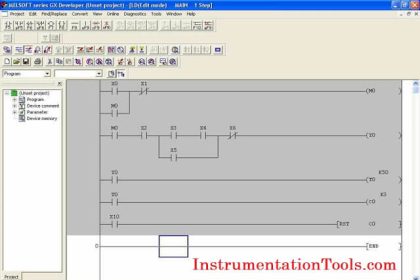
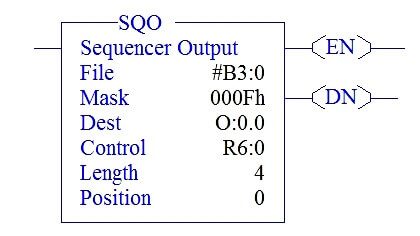
PLC Motor Logic

Motor Logic Explanation
Rung 0000:
Start/Stop PB latched with memory B3:0/0.
Rung 0001:
B3:0/0 enabled to turn ON conveyor motor (O:0/0 ). B3:0/1 is connected in series with normally closed contact to break the line when counter accumulator value reached 3.
Rung 0002:
B3:0/0 and proximity sensor (I:0/2) are connected in series to input the counter presented at 3 with one shot coil.
Rung 0003:
B3:0/0 and comparator block is used to enable B3:0/1 to turn OFF conveyor motor. It is also latched to avoid to restrict the motor to turn ON again. Restart button is pressed to start the process from the beginning.
Rung 0004:
Two ways are used to reset the counter, using manual reset switch and B3:0/1 when the counter accumulator reached preset value.
Program Output:
When Start PB is pressed

When three cases are passed

When the Restart button is pressed

When Manual Restart is pressed

Conclusion:
We can use this example to understand the programming logic in Allen Bradley Programmable Logic Controllers (PLC).
If you liked this article, then please subscribe to our YouTube Channel for PLC and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
JUMP Instruction in PLC Programs
Master Control Reset (MCR) in PLC
One-Shot Rising & Falling Instructions
Sequence and Logic Control in PLC
Scaling with Parameters Instruction








I would like to learn about PLC any advise