The induction motor is one of the significant elements of any electrical system (production line), as its low costs, operation in a wide range of industrial conditions, and finally, the simple design and rugged construction make them the best in use.
Induction Motors PLC Logic

But as we discussed in the previous article earlier, there are some problems that occurred with the miss operating a group of Induction Motors.
So, in this lesson, we will discuss how to make a PLC logic that could handle and control a group of induction motors smoothly and without any problems.
Example For “Operation of Three Induction Motors”
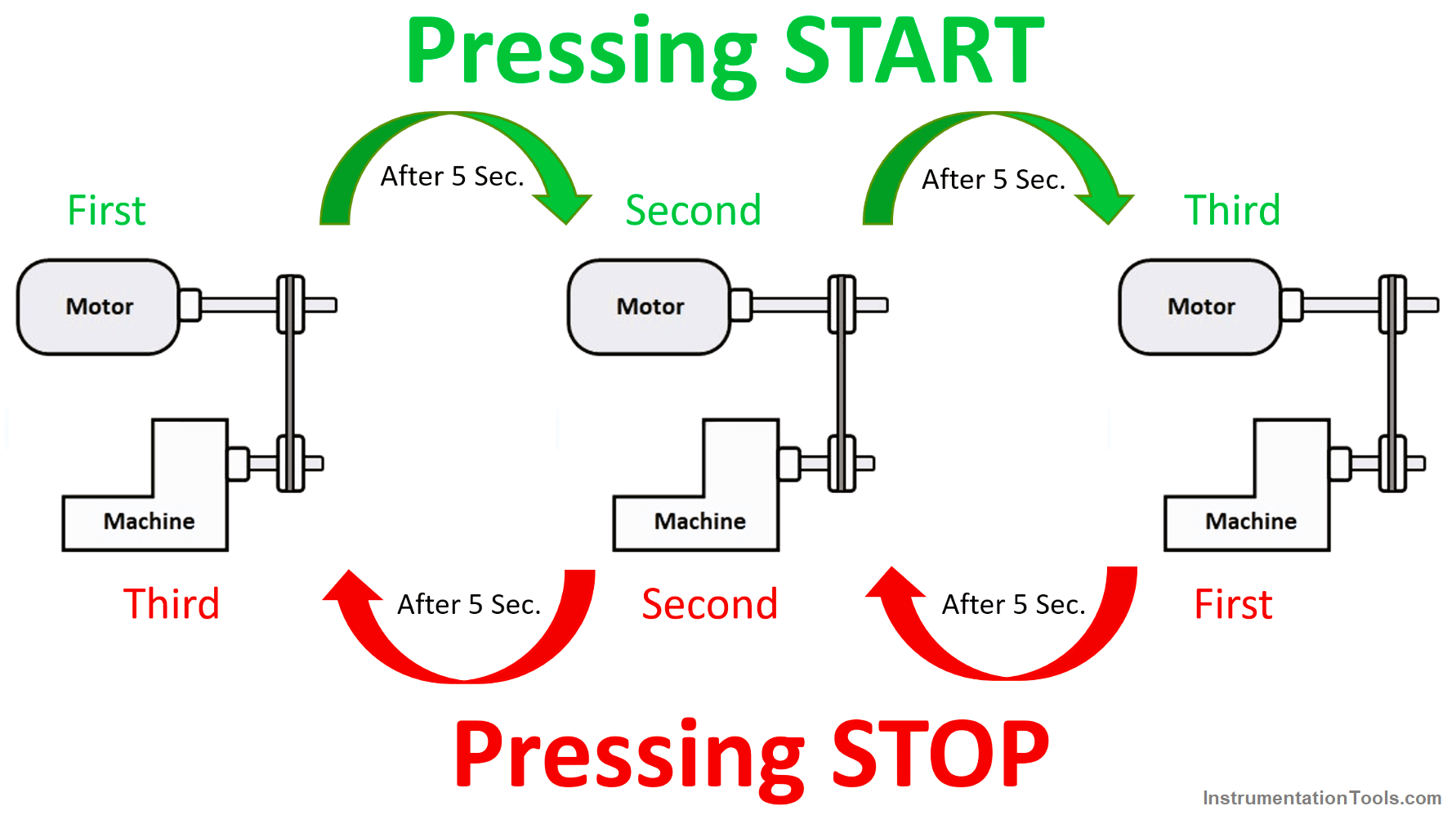
Here we will make a PLC program that can handle the operation of three induction motors that is needed to be operated in a specific order.
Once the operator presses the start push button the first induction motor will run and after five seconds the second motor will run finally and after additional five seconds the third motor will take the order to run.
After the three motors are running and once the operator presses the stop push button the three motors will stop (with the same periods between each motor) but with an opposite sequence as shown in Fig. (1).
Programming of PLC Code
Here we are dealing with SIEMENS PLCs (S7-1200) using the ladder diagram.
Join Siemens PLC Course
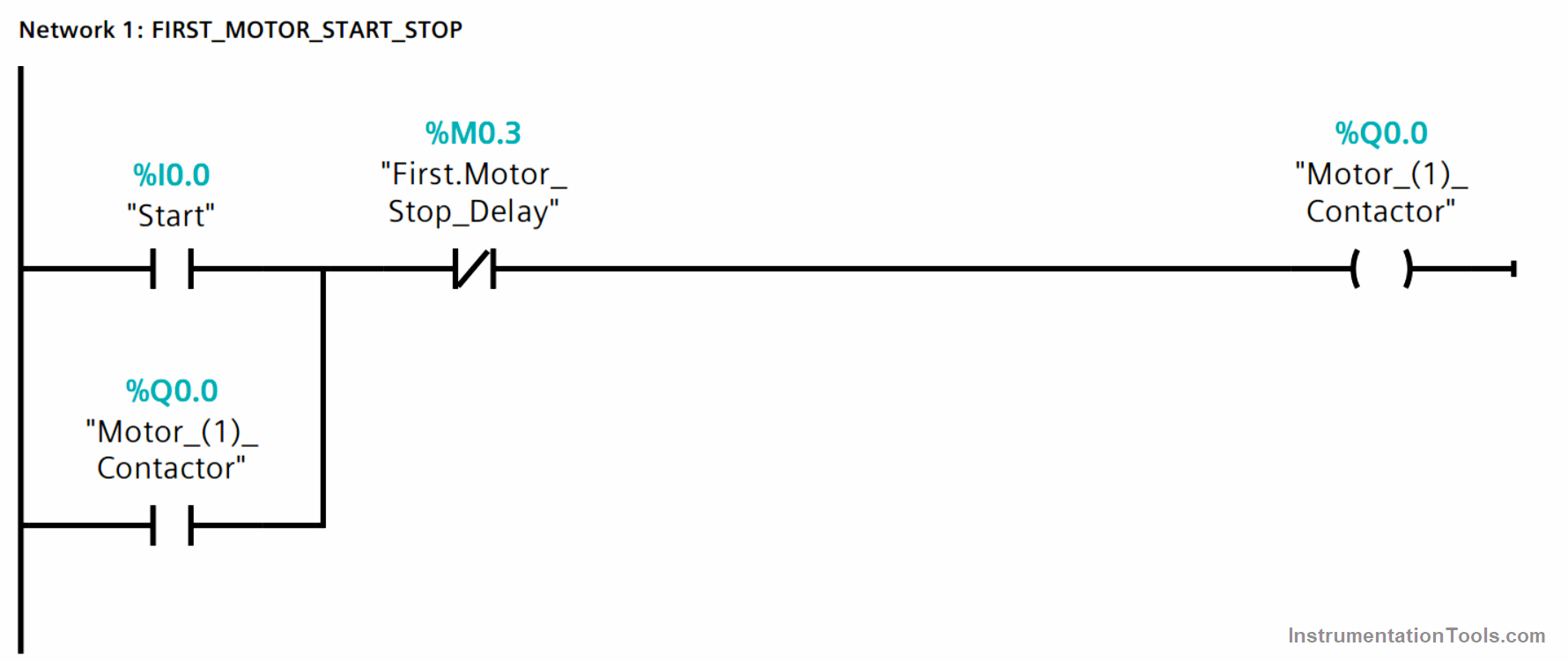
Network 1 – First Motor Start Stop Logic
Once the operator presses the start push button as we can see in Fig. (2), (I0.0) will energize the output coil (Q0.0) that is responsible for turning the first induction motor on.
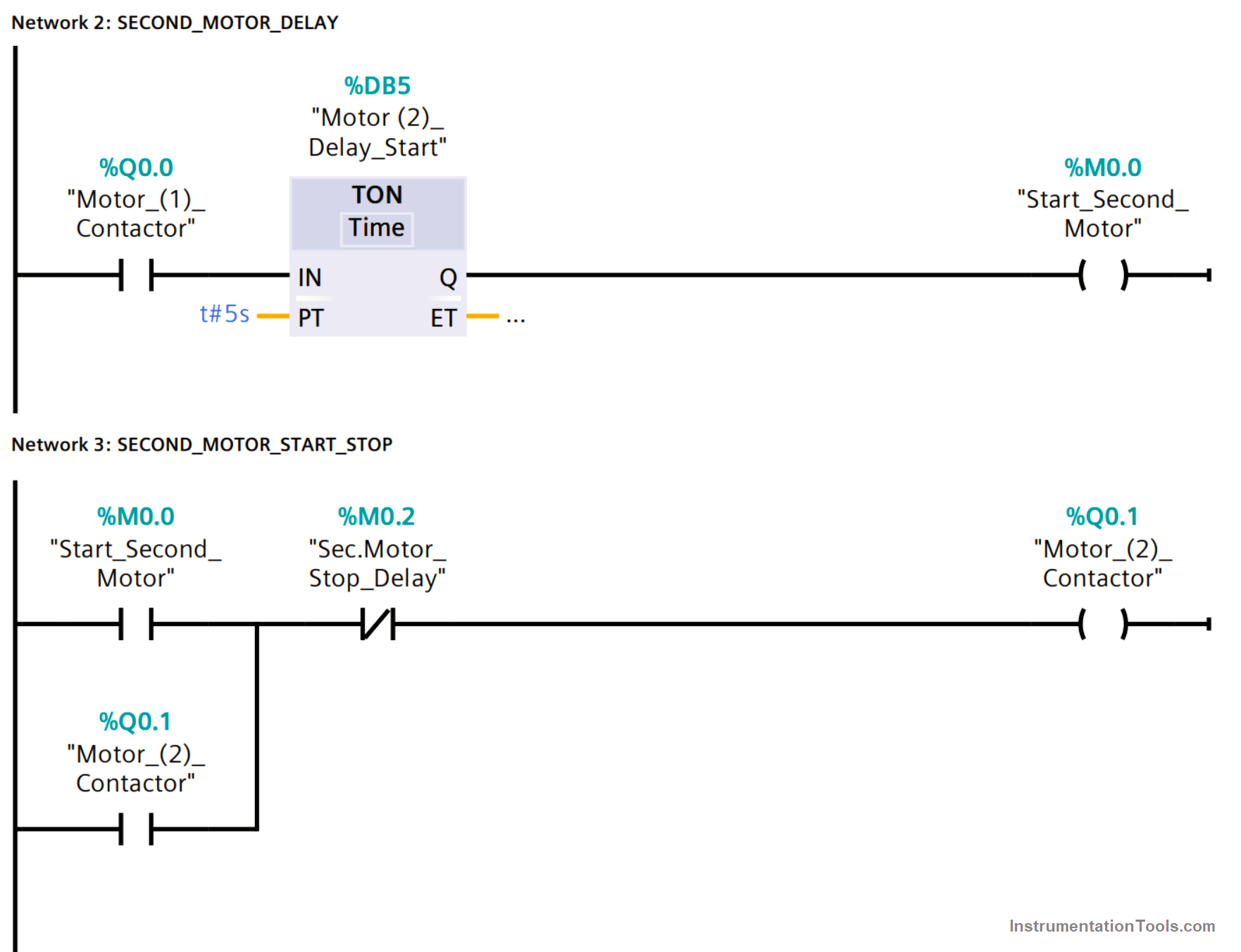
Network 2 – Second Motor Delay Logic
Then after the first motor is turned on (Q0.0), it will start a delay timer (DB5) with a preset time of 5 Seconds.
Network 3 – Second Motor Start Stop Logic
As we can see In Fig. (3) the output of the delay timer (M0.0) will be responsible for turning the second induction motor on (Q0.1), then the motor will latch on itself and it will resume running.
Network 4 – Third Motor Delay Logic
Then after the second motor is turned on (Q0.1) (NOTE: stop push button is NC) and we did not press the stop push button, the second motor coil (Q0.1) will start a delay timer (DB6) with a preset time of 5 Seconds. As shown in Fig. (4)
Network 5 – Third Motor Start Stop Logic
As we can see In Fig. (4) the output of the delay timer (M0.1) will be responsible for turning the third induction motor on (Q0.2), then the motor will latch on itself and it will resume running.
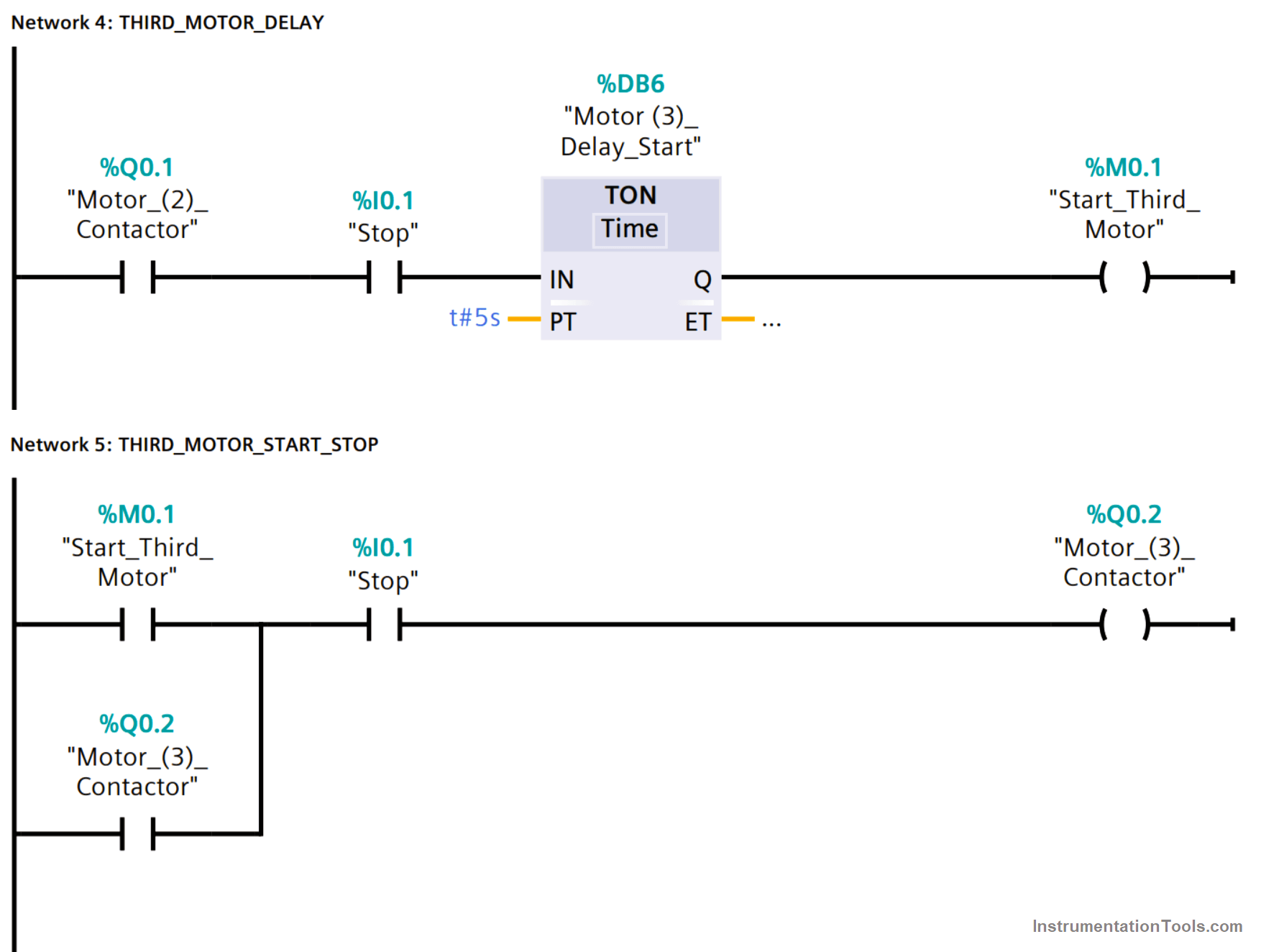
Once the operator presses the stop push button as we can see in Fig. (4), immediately (I0.1) will de-energize the output coil (Q0.2) that is responsible for turning the third induction motor off.
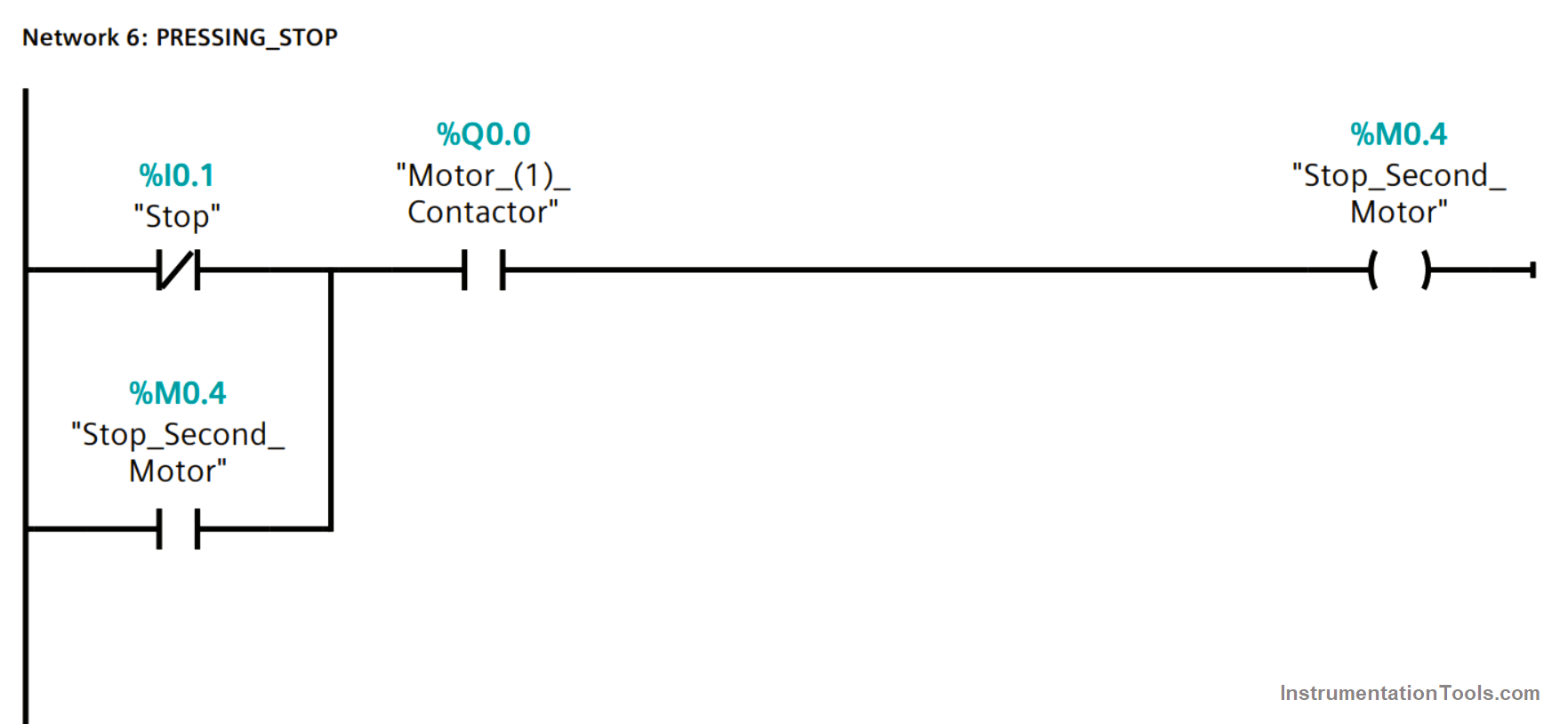
Network 6 – Pressing Stop Logic
Then as shown in Fig. (5) when the operator presses the stop push button, (I0.1) will energize a marker (M0.4)
Network 7 – Second Motor Stoppage Delay Logic
Then as shown in Fig. (6) when (M0.4) is energized, it will start a delay timer (DB7) with a preset time of 5 Seconds.
The output of the delay timer (M0.2) will be responsible for turning the second induction motor off (Q0.1) as shown in Fig. (3).
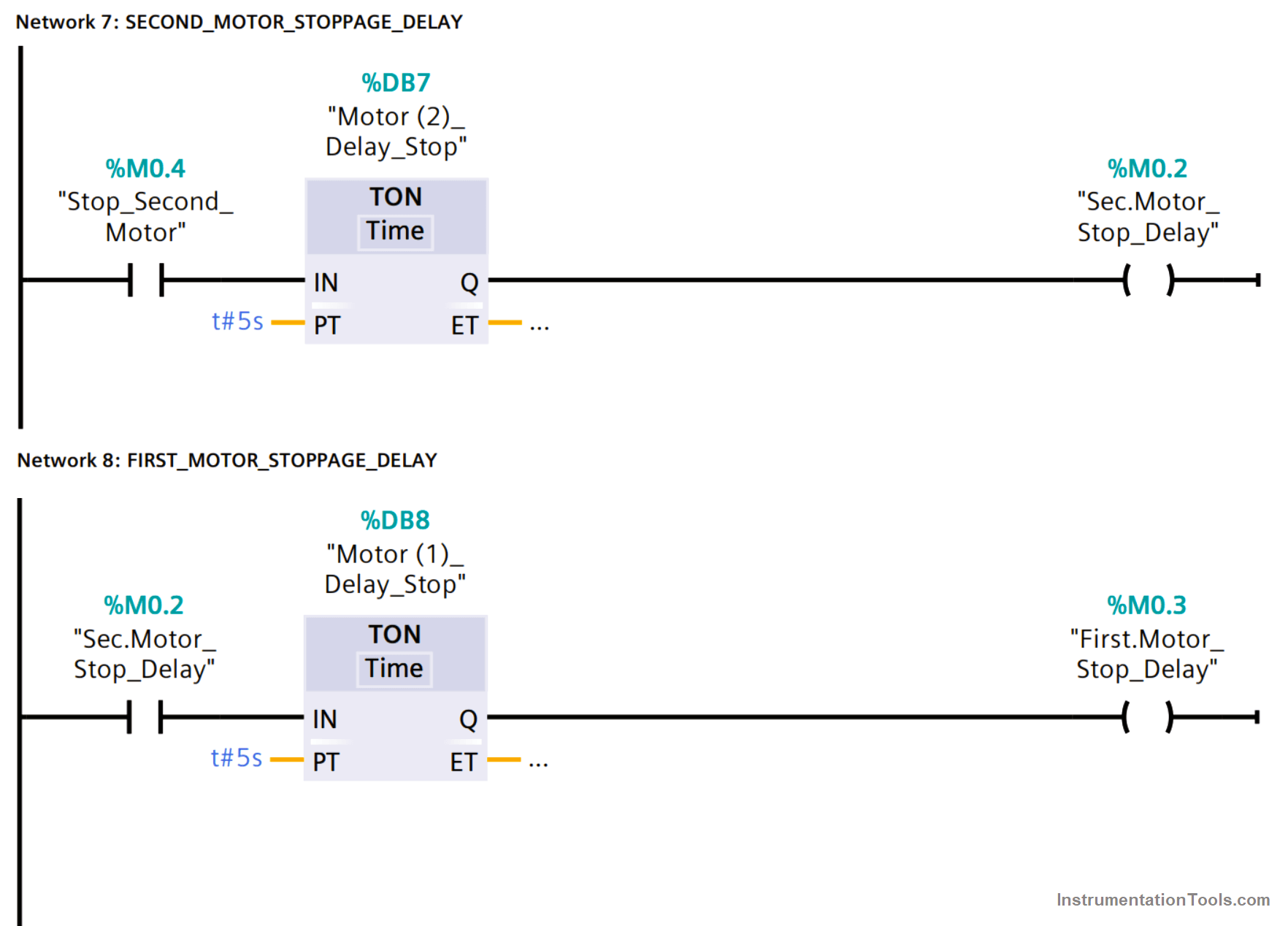
Network 8 – First Motor Stoppage Delay Logic
In addition to de-energizing the second motor (Q0.1), (M0.2) will start a delay timer (DB8) with a preset time of 5 Seconds.
The output of the delay timer (M0.3) will be responsible for turning the first induction motor off (Q0.0) as shown in Fig. (2).
If you liked this article, then please subscribe to our YouTube Channel for Instrumentation, Electrical, PLC, and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
- Automation Documents
- Delta PLC & VFD Modbus
- Compare PLC and SCADA
- PLC and DCS System Checks
- DCS System Maintenance