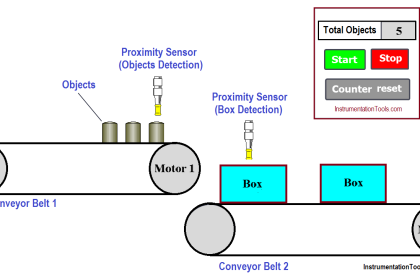
There are two conveyors with a photocell in each one, and there is a storage area between the two conveyors where the first conveyor deliver to storage area and from the storage area to the second conveyor, write a PLC program to count the number of carton boxes in the storage area.
Note: the best practice to learn the PLC programming is to start writing the PLC program, take your time before you review the answer.
Inputs & outputs:
I0.0: Start Push Button (Normally open contact)
I0.1: Stop Push Button (Normally Closed Contact)
I0.2: photocell 01 (the photocell installed in the first conveyor).
I0.3: Photocell 02 (the photocell installed in the second conveyor).
I0.4: reset button (to reset the counter to zero).
Q0.0: conveyor 01.
Q0.1: Conveyor 02.
C1: Counter.
MW10: counter current value indication.
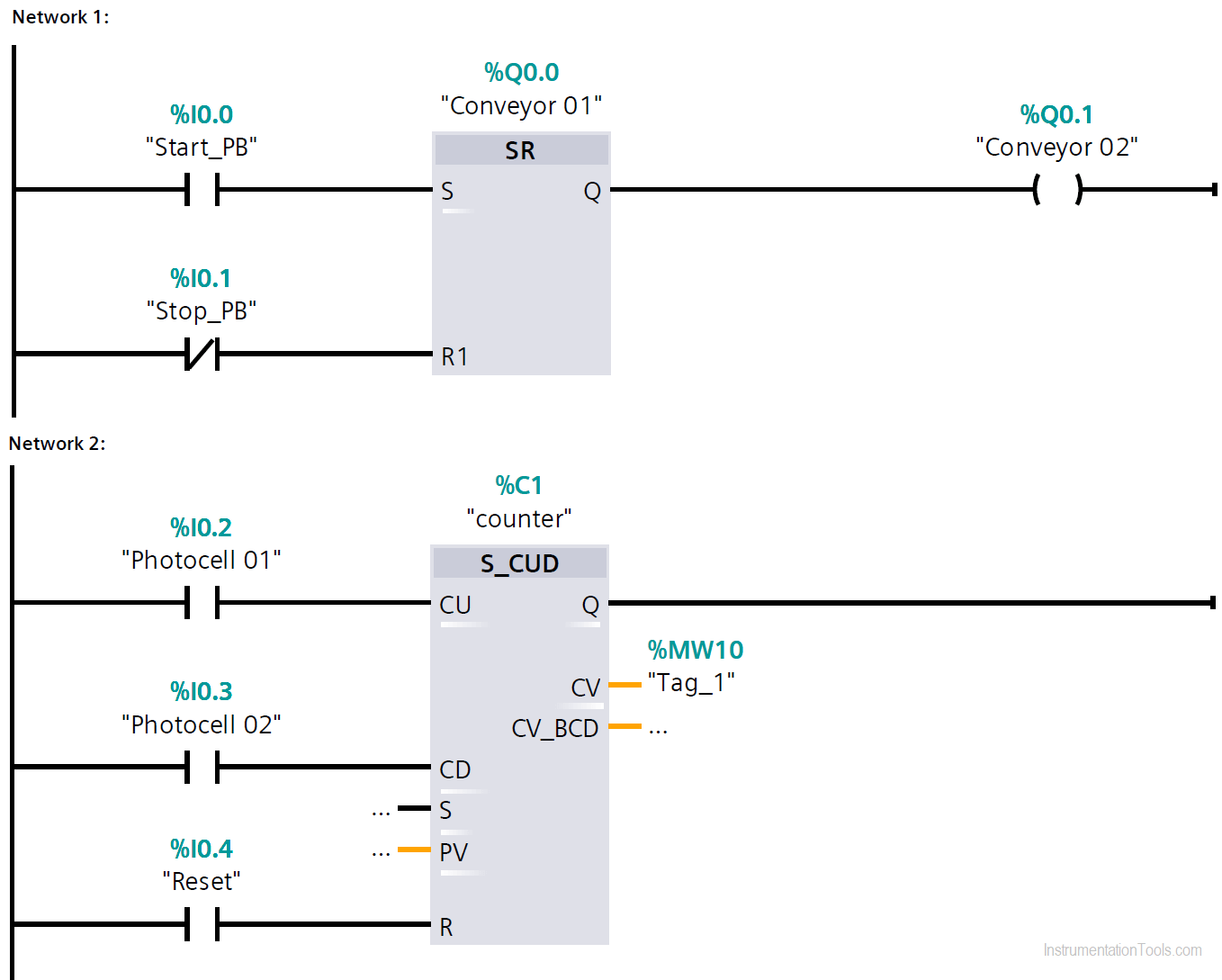
Count the Number of Cartons in a Storage Area PLC Logic
PLC Explanation
Network 01
When the Start PB is pressed the set coil of the SR flip flop is energized and the two conveyors will run.
If the stop PB is pressed the reset coil of the SR flip flop is energized and the conveyors will stop.
Network 02
When the carton box passes by the photocell 01 in the first conveyor the count up coil of the counter C01 is energized and adds 1 count to the counter’s counts.
When the carton box passes from the storage area to the second conveyor, the photocell 02 energizes the countdown coil (CD) in the counter and minuses the counter’s counts by one.
When the reset PB is pressed the counts value in the counters rests to zero.
Author: Karim Ali Anwar
If you liked this article, then please subscribe to our YouTube Channel for PLC and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next: