In this article, I will discuss how to create always ON and OFF bit in PLC programming using ladder logic and statement list in Siemens Simatic Manager.
Say in the plant when the machine lost its power and comes back after some time, then we need some functions to perform automatically when starting the machine.
For examples like a cold start or hot start, you want some facility to remain ON and some to remain OFF. The below discussed small two lines of code are used there.
There are many instances in the industry where we require to make some blocks always ON or OFF as per our applications.
In siemens PLC, you can use DB address or bit memory address to create always ON and OFF bit.
To create always ON and OFF bit, we simply have to write code OB and use that memory address anywhere in the program.
To create a bit, first, open Simatic Manager. Create a new project. Now I am going to write code in ladder logic and in statement list too.
You can write code in Function and then you can call it from OB or you can write in OB and you can use its address in the programming.
Always ON and Always OFF bit using STL
The below is the programming window of statement list (STL) where I have written the code of Always ON and OFF bit.
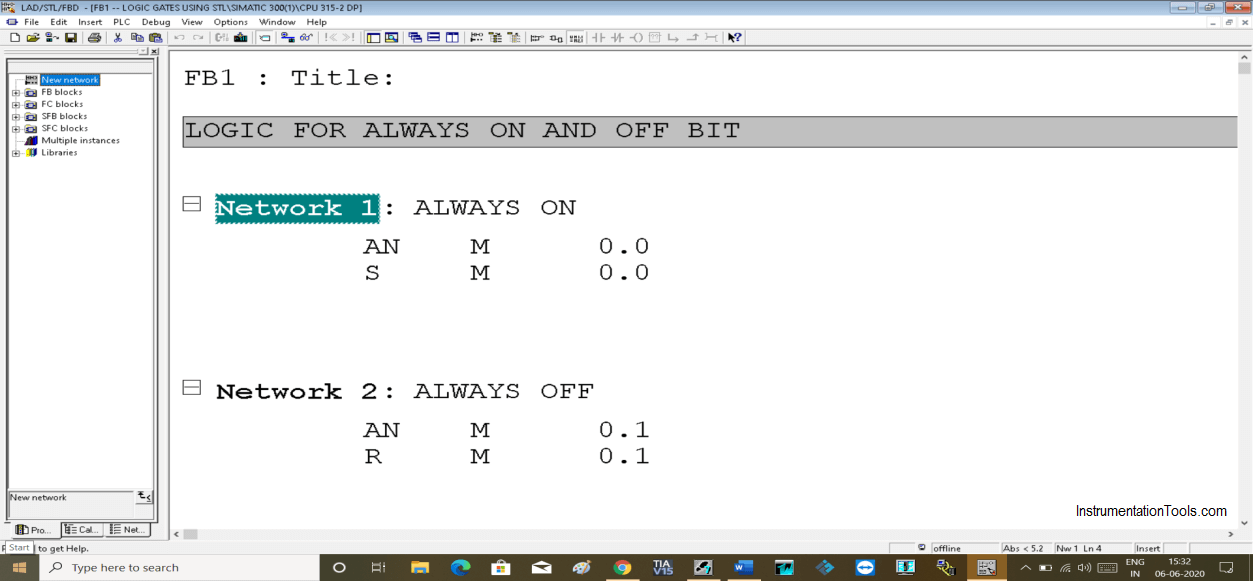
Network 1:
I simply have used memory bit with AND NOT (AN) means NC contact in ladder logic.
In the second line of code, I have used “s” to set the same bit which I have used as input which allows this bit to remain always ON.
Network 2:
In this network, everything is the same except I want a bit to stay always OFF, I have used “R” means reset as an output coil.
Always ON and Always OFF bit using Ladder Logic
This is the window of ladder logic programming.
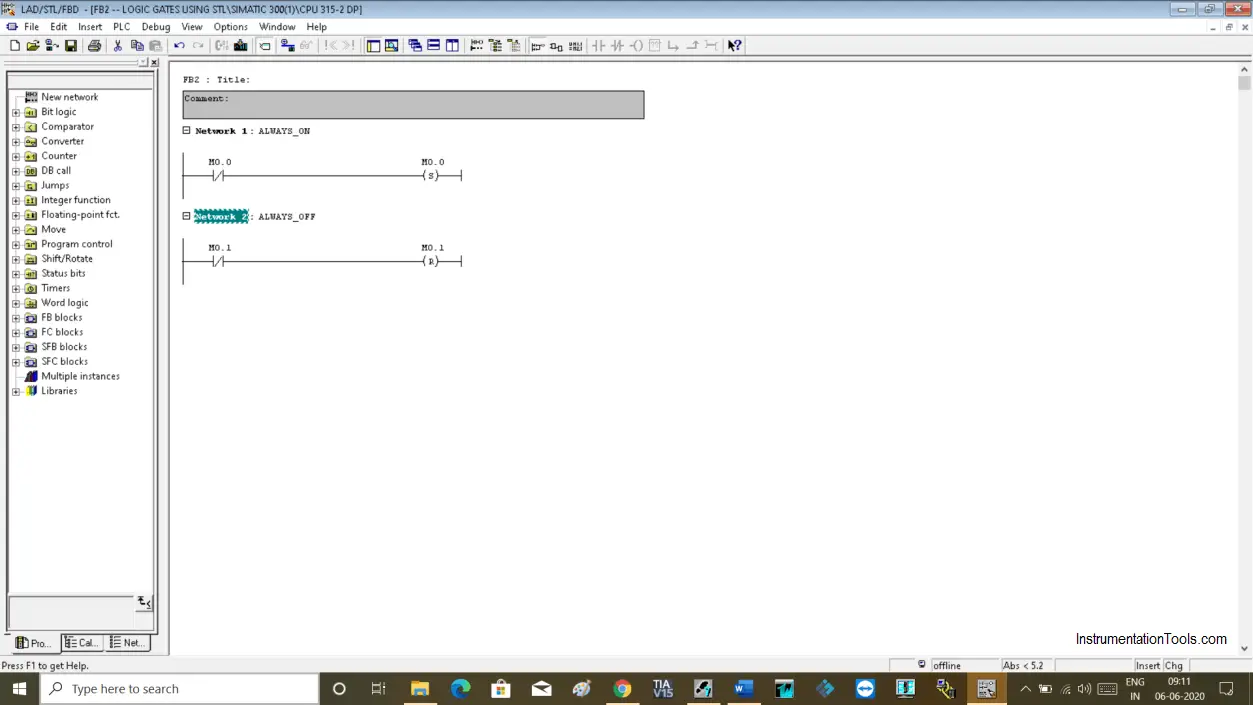
Network 1:
Here, in Network 1, I have used NC contact which always passes a signal, at output side set coil is used the same as input which makes it always true.
Network 2:
In network 2, I have used the Reset coil at the output side to make the bit always false.
Author: Suhel Patel
If you liked this article, then please subscribe to our YouTube Channel for PLC and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
- Extended Timer Logic in PLC
- Rewire Tool in Simatic Manager
- STL to Find the Highest Value
- History of Microprocessors
- Motor Control Function Block





This is the right code…
AN M 0.0
S M 0.0
A M 0.1
R M 0.1
Nice Explination, I already subscribed your you tube channnel