The bagging Machine weigher control unit uses micro-computer technology to provide comprehensive and flexible control of a weighing machine. This controller can handle any load cell based weigher, including net Weighers, Gross Weighers, and Weigh Platforms. For high speed bagging, we must use this controller with a direct load cell bagging machine.
Net Weigher – In the net weigher system, the material is fed into a weighing pan before being discharged (into a bag or to downstream material handling equipment).
Gross Weigher – In the Gross Weigher system, material is fed directly into a bag (which forms part of the weighted assembly).
Bagging Machine Controller

Basis details of functions in the Main menu of the Bagging Machine Controller
- START BAGGING – This function initiates and allows the operator to select a particular material for the bagging process. During weighing the operator may select various weight-related displays and parameters which contain data for weight and batch.
- WEIGHT RECIPES – This function contains the list of Weigh Programs that are assigned to a particular material. Each weighing program contains data that determines the bag weight, and other material-related important data. This data is protected by password security.
- INVENTORY LOG – This function provides an internal inventory of all materials used to make-up good weight. Password required to zero log totals. Also, this function provides a material inventory log before deletion after each 24 Hours.
- TEST AND CALIBRATION – This function is being used for live system calibration, live weight display, unit inputs status, and self-test facilities. This function data is protected by a Password.
- MACHINE PARAMETER – This function contains weighing machine-related important parameter data. Also this function is secured by Password.
- MACHINE CONSTANTS – This function contains machine all the fundamental parameters and these parameters are specific to each weighing machine. These parameters are highly protected by high-level passwords and can’t be user-changeable.
- FAULT LOG – This function provides a totalized fault record of the machine with date and time. Also to reset this log we need a password.
- DATE AND TIME – This function allows the user to set data and time for the date stamping log.
Bagging Machine Controller Working Principle
Before starting the bagging process controller checks the Plant Inputs parameter and Plant Output parameters.
If all parameters sequence found ok then go ahead for bagging otherwise check faulty parameters and then repeat the same process until the fault is rectified.
- Plant Input Parameters – These are incoming signals from the field to the control room and are connected to the motherboard of the controller. These field signals are isolated from the internal ground potential and each other.
- REMOTE START – This function initiates a weighing cycle from a remote location i.e. Bagging Machine field operator panel.
- ACCEPT ALARM – This function allows the user to acknowledge the fault and resume the bagging in mean meantime from a remote location i.e. Field operator panel.
- HOLD CYCLE – This function causes an interruption to the Weighing and bagging cycle.
- AIR PRESSURE – This function checks the minimum and maximum pressure requirements of bagging machine pneumatic components like Pressure switches, Solenoid Valves, Pneumatic Power Cylinders, etc. If pressure is found ok the go head otherwise controller displays a Low air pressure or high air pressure alarm.
- PANDOOR STATUS – Here in the bagging machine weigh Pandoor is used for net weight. This function checks the open and closed conditions of Weigh Pandoor. A feed process can start only and only if Pandoor is in Closed condition.
- SPOUT ASSEMBLY CHECK – This assembly is used for Gross weigher in the bagging machine. This assembly has a photo sensor that initiates the open and closed status of the Spout assembly. A feed process can start only and only if the Spout assembly is in Closed conditions.
- MECHANICAL INLET GATE –This gate assembly is mounted just above the Bagging Machine Main Body. This gate must be in open conditions to start the bagging process.
- DOWNSTREAM INTERLOCK – This function checks the equipment downstream form the weigher can accept a weighment discharge i.e. gives permission for material discharge.
- BUFFER HOPPER LEVEL CHECK – This function checks the minimum buffer hopper level i.e. 20 % generally. This function is very important because we are using the gravity-fed principle for the flow of material towards the bagging machine if this level is below the prescribed limit then the hopper can’t provide a sufficient and efficient flow for bagging and in this situation, we will face Overweight and Underweight material problem.
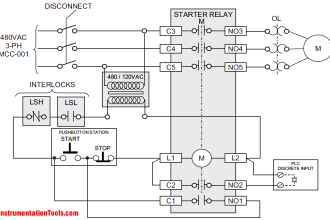
- PLANT OUTPUTS – This function checks outgoing logic levels that are used to drive relays and contacts in the field. For output logic potential free voltage is provided.
- MAIN FEED CHECK – This function checks and initiates start/stop main feed material flow into net weigher i.e. Weigh Pandoor.
- DRIBBLE FEED CHECK – This function checks and initiates start/stop dribble feed material flow into Gross weigher i.e. Spout Assembly.
- DISCHARGE FOR NET WEIGHER – This function initiates the opening of the Weigh pan door to discharge the Weigh Pan.
- DISCHARGE FOR GROSS WEIGHER – This function initiates the opening of the Bag Clamp (Spout) to release the filled bags.
- READY TO DISCHARGE – This function indicates that a weighment is made up and material is ready to be discharged.
- BAG COUNTER – This function initiation energizes the relay for 2 sec at the completion of each weighed discharge, During the multi-dump operations, the Number of bags can be counted after the last discharge operation.
- ALARM – This function activates an external alarm device when system alarm states are recognized.
Operation Sequence
To get the fastest material (Urea) filling with consistency and good accuracy, a two-speed feed arrangement is used to deliver material from the top buffer hopper into the weigh pan. Initially, a fast main feed flow fills the weigh pan, then the flow is reduced to a dribble feed rate in order to achieve an accurate feed cut-off.
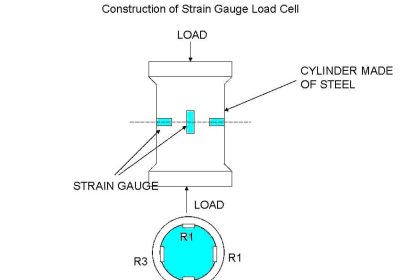
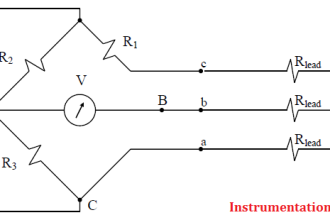
The weigh pan is supported by a Load cell assembly which accurately converts weight into an electrical signal, allowing the Bagging machine Controller to monitor the weight of material as it is fed into the weigh pan.
Upon reaching the required weight, feed is stopped and input is provided to the controller so that the downstream equipment can accept the weighment, the weigh pan doors are opened and the weighment is discharged.
The few most important steps are listed below –
Target Weight
This weight is user required weight and a combo of nominal weight plus overfill weight value.
Start Weighing Cycle
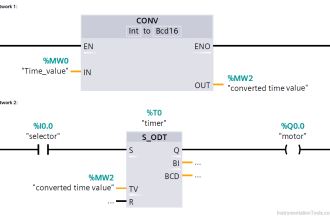
The weighing cycle is started by pushing the “RUN” Button when all plant inputs and outputs parameters check result is ok. On discharge of the first weighment, the next and subsequent weighing and discharge cycles in the batch are started automatically, provided that no faults occur or no holds are applied in the cycle.
If mains Power is lost while batching is in progress and is subsequently restored, the operator must reselect the material originally being bagged and the number of bags to be made up before the system can be run again.
Main Feed Cycle
On initialization of the weighing cycle, the feed mechanism is commanded to feed material into the weigh pan at the main feed rate. At the same time main feed Blanking timer is started which prevents monitoring of the load cell signal during the timer period.
Also, this timer ensures that variations in the load cell weight signal that are due to both the initial impact of material in the weigh pan, and shock-loads introduced by opening of the feed gates are ignored.
Dribble Feed Cycle
At the main feed (fast Feed) cut-off point, the feed rate into the weighing pan is changed from main feed to dribble feed (Slow feed). At the same time, a Dribble feed Blanking Timer is started which prevents monitoring of the load cell signal during the timer period. This timer functions identically to the Main Feed Blanking Timer.
Also, the period of dribble feed must be long enough to ensure the settling of the weighing pan after the main feed cut-off, but must not be so long as to slow down the overall machine Cycle.
Weight Compensation
Due to the filtering of the load cell weight signal, there is a slight delay in the true weight value being seen. This happens due to in-flight material and can cause problems with stop feed command during the cycle.
Also, the above effects would produce an overweight if the feed cut-off point was made equal to the Target weight value. Therefore to resolve this problem we use In-flight compensation.
Weight sample
This is the most important factor for the accuracy of a bagging machine bagged Urea Bags. In This process to maintain maximum weigher throughput, the controller did not check all weighments. The controller checks occasional weighment according to a predefined sample rate. For example, if the sample rate is given 10/3 then the controller will do sampling 3 bags out of 10 Bags, and this process will continue.
Weight Tolerances
In the bagging process, every sampled weighment is checked for Underweight and Overweight tolerance values.
If the weighment is outside the limits, automatic discharge is stopped and the operator must accept the out-of-tolerance option. And after checking the machine if the again limit found ok then the process will continue.
Advantages of using Bagging Machine
The bagging machine controller plays a crucial role in bagging plants, ensuring efficient and accurate packaging of products which high speed.
- Bagging machine controllers maintain precise weight measurements during the bagging process. This accuracy is essential for consistent product packaging. Controllers enable rapid bag filling by automating the weighing and dispensing tasks.
- Efficient bagging reduces production time and increases throughput.
- Some controllers incorporate safety interlocks, preventing bagging operations when conditions are unsafe.
- Emergency stop functions in these controller enhance worker safety.
- Bagging machine controllers optimize material usage, minimizing waste.
- Their long-term reliability justifies the initial investment.