The implementation of total automation of packing and filling station in sugar factories is not followed in some industries to reduce the investment costs and uses the manpower to do the same.
In these cases, we need to consider human safety and health precaution during the logic design of the semi-automation of filling station. Now in this topic, we will discuss a solution to Sugar Bag Filling station and how we can consider human hygienic safety in the automation field.
We all know the sugar industries very well it’s because we use the sugar in day to day life. Suppose you buy sugar from the grocery store and when you decided to use the sugar for making tea and found some human hair or unwanted particles in sugar. You will return the sugar to groceries store or through it in dustbin. For safety considering I had made small logic for the Sugar bag Filling Station.
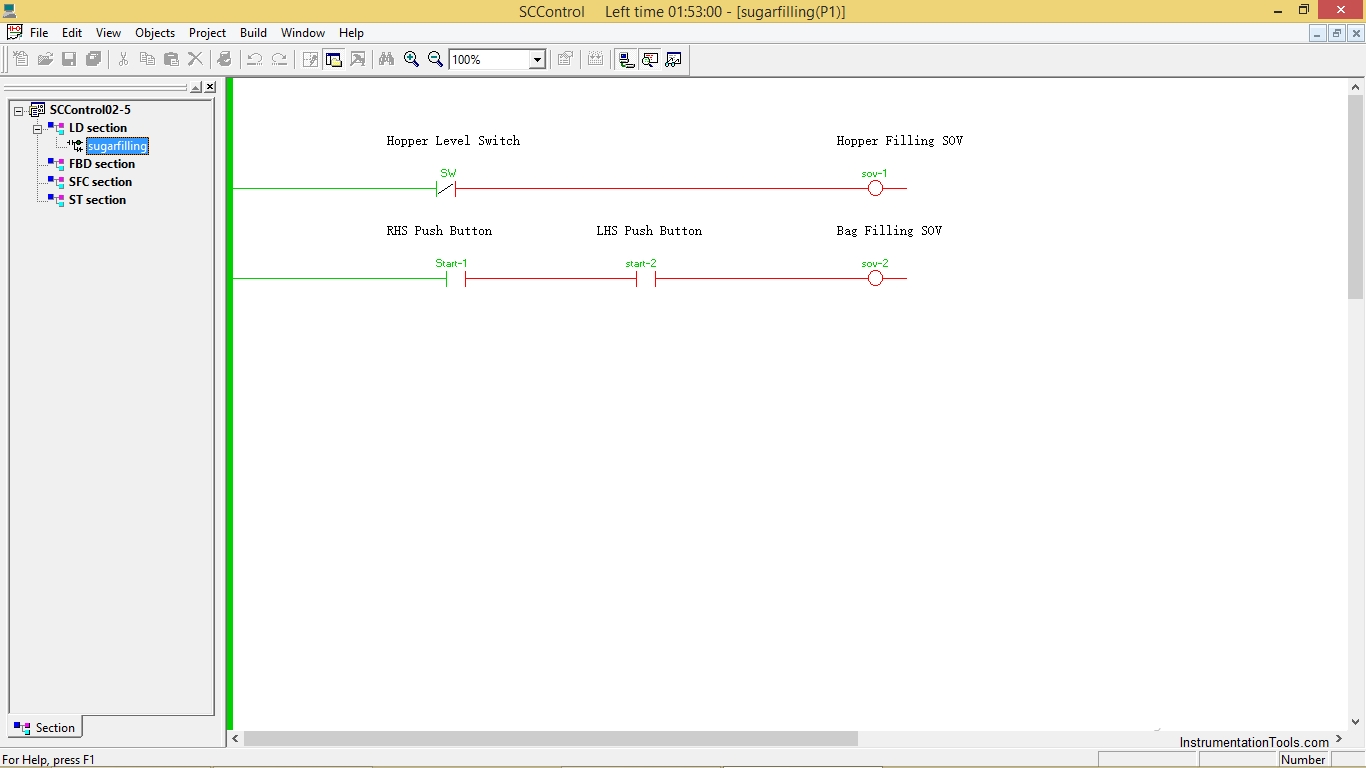
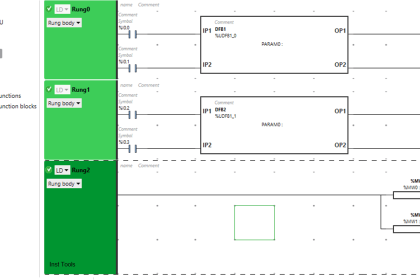
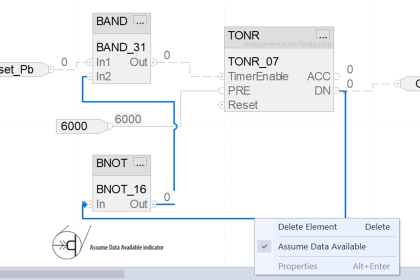
The ladder based logic implemented is shown in fig (a) which shows the 5 IO’s. they are….
- Inlet Solenoid valve (SOV-1): DO
- Level Switch (SW): DI
- Outlet Solenoid valve (SOV-2): DO
- Local Right Hand Side Push Button (RHS): DI
- Local Left Hand Side Push Button (LHS): DI
Filling Station
The SOV-1 is to control the inlet flow of sugar in the hopper
The Level Switch in Hopper for not to let Over Flow and wastage of Sugar
The SOV-2 to control the Bag Filling Amount of sugar, it’s a manual control actuator.
The 2 Local Push Button for the operator to Open the SOV-2 and manual filling of bags.

Fig (a): Logic Screen Short
Instrumentation
You should know every Instrument Working principle before implementing the Logic, these will help you to implement the logic with creativity.
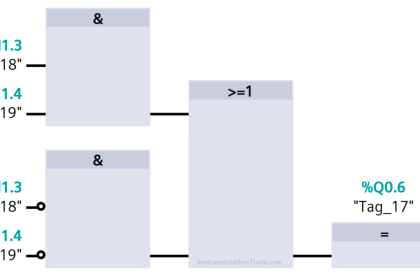
In logic, we know that.
- Level Switch = Initially ON state
- Level Switch = OFF state
- Solenoid Valves Initially = Close State
- Local Push Button = OFF State
Here we had taken the DI i.e. initially ON state of Level Switch. That means the Signal will get OFF when the level of the hopper is Full.
The Solenoid Valve has OFF state and As we give the DO to the actuator the Solenoid Valve gets Open and Remain open till the Level switch is in Initially ON state.
As the Level switch seams for the high hopper level the Initially ON state of Level Switch Gives OFF State these will De-energized the Coil of SOV-1.
The last and the least, the Bag filling Solenoid Valve SOV-2 will open only when the Operator will Push both the buttons i.e. RHS and LHS local push buttons.
These will protect the operator’s contact with the sugar and also operator safety. Because of no contact of the human in the filling station, we will get hygienic sugar at our store.
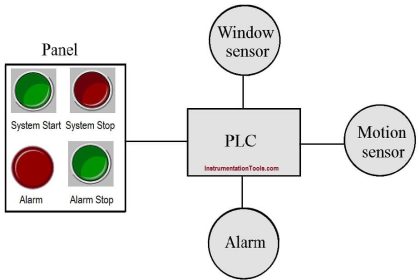
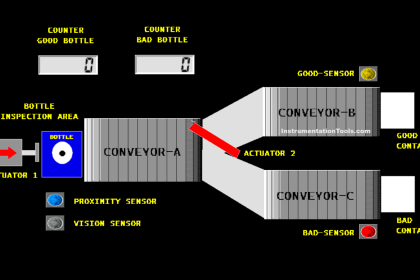
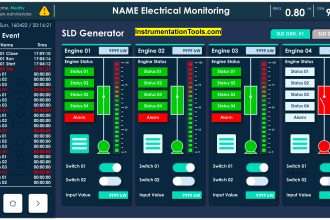
The Below fig (b) shows the Graphical Representation for the Operator in the central control room.

Figure C shows the Logic when the process is in running condition. The red color means it’s in OFF state & Green color means it’s in ON state.
Author: Jadhav Amit R
If you liked this article, then please subscribe to our YouTube Channel for PLC and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
- Water Level Control Logic
- What is Seal-in Circuit?
- Troubleshoot PLC Logic
- PLC Packaging Process
- Mixing using PLC Example





Sugar bag filling
its works on micro controller based controls system .
in above article sugar bag weight not define.
machine n how it will be works commends sov opening and closing..
mentioned level switch
bag filling upon weightiness by user defined weights 25 kgs 50kgs 10 kgs like ..
level switches only used for sugar bin level checking