Why is RTO used in the place of T-ON?
Timers are one of the most used instructions in a PLC program.
To get started with the topic we need to know why the timers are used in the first place.
Timers are used to keep a set of outputs ON/OFF for the specified amount of time.
For example, I had to run a heater for 15 seconds I would go for a timer to make it happen.
So there are two types of an ON delay timer in RSlogix 500,
- T-ON – TImer On delay timer.
- RTO – Retentive TImer.
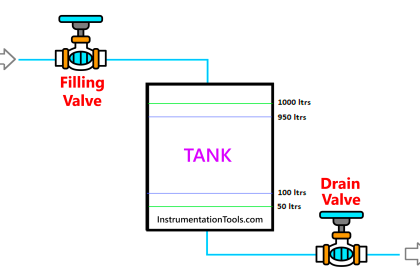
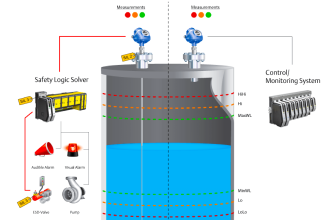
Now consider an application we are programming requires a heater to be turned on for 15 seconds after a level sensor has sensed the level is high enough.
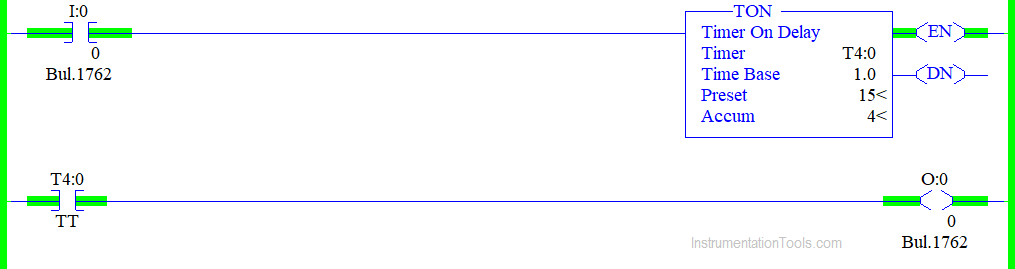
Now we’re gonna write the logic for that using a TON.

Now we completed our logic,
- I:0.0/0 – It is the sensor input address
- o:0.0/0- It is the output for the heater.
- T4:0/TT – It is called the timer timing bit.
The following are the specifics on Timer block,
- Timer – The timer address has to be specified here.
- Time Base – The time base is the one that determines how the timer runs whether for milliseconds or microseconds or seconds. It basically multiplies with the preset value. I have mentioned here 1.0
- Preset – Here is where one should specify the time the timer has to be active. So (1.0*15 = 15 seconds)
- Accumulator – Here is where you can see the value of the seconds the timer has run so far.
When we go to run-time you can see that our process is working fine.
The logic is working fine until when there is an emergency shut down or power shut down in a plant. Imagine that the PLC had to turn OFF.
Then we had to turn ON again after few minutes. Now the process had to repeat where it left of meaning from 4th second the timer has to start running. But it won’t work like that once there is a shut down in a PLC system the timer had to reset on its own.
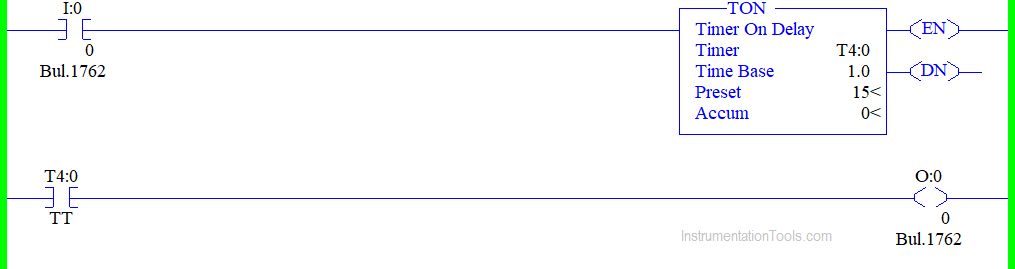
You can see the above figure for understanding.
Now to overcome this situation we’re gonna use an RTO timer to develop the logic.
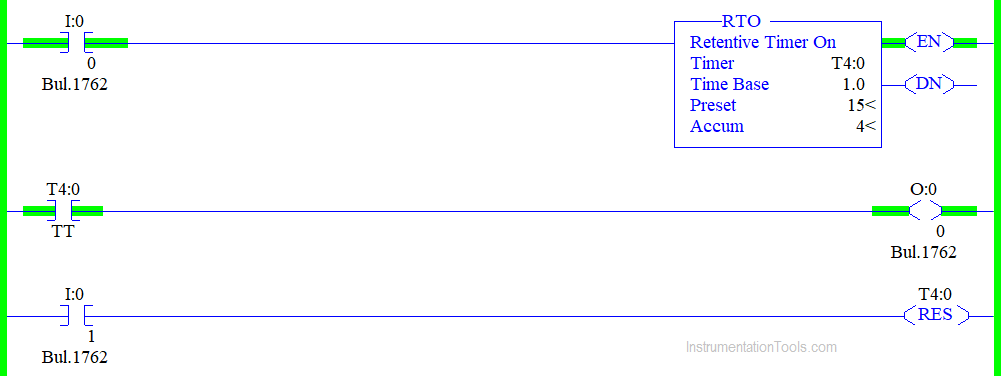
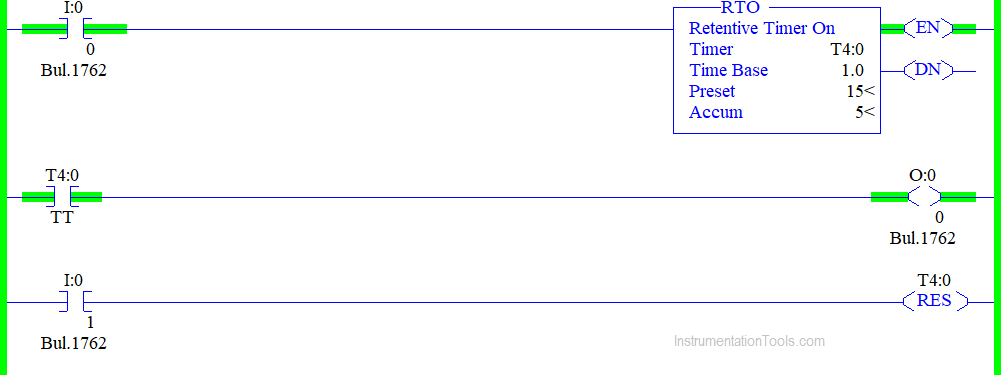
There is no difference in creating the instruction between TON and RTO, except we have to use a Reset here to reset the timer.
So now everything is working fine and the PLC system goes off.
You can see in the above image that the accumulator value is getting stored even after the PLC goes OFF.
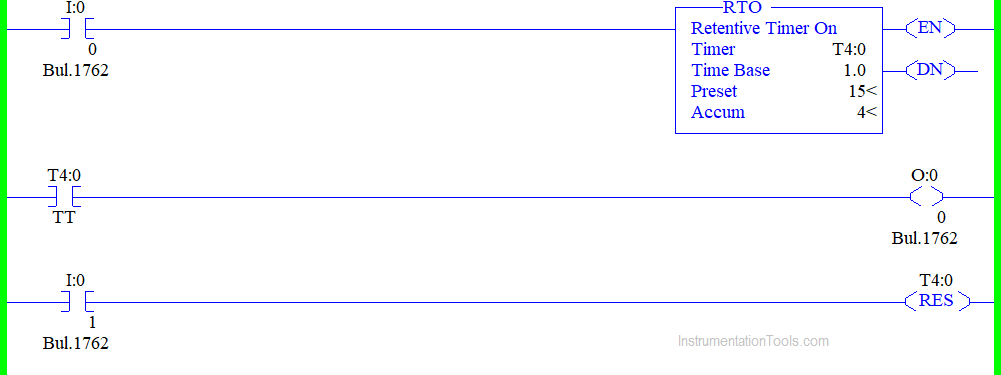
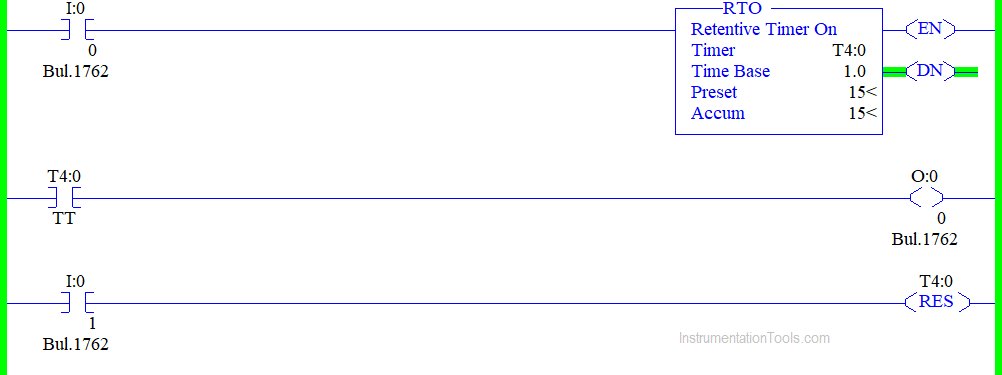
So now when the system is turned ON again the program will be executed from where it left off the timer will run from 5th second as you can see below.
Even when the sensor goes OFF the timer will store the accumulator value till it ran.
Until the timer is being reset the accumulator value stays. Once it is reset the accumulator value becomes zero.
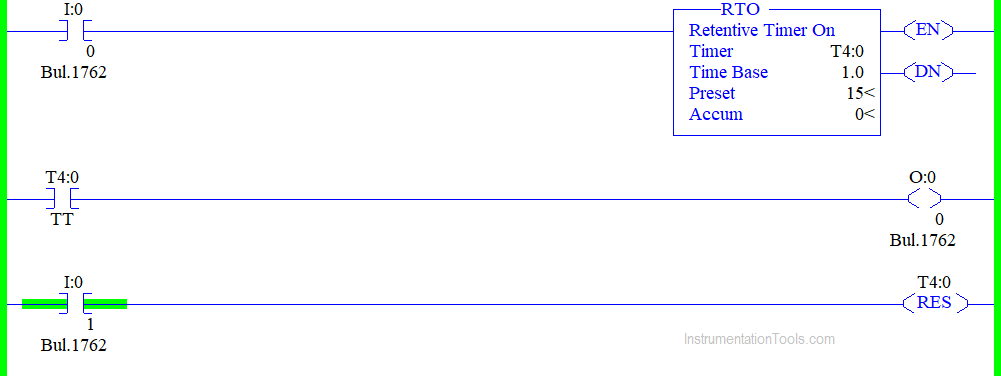
Note that the input to reset should always act like a push button or One-shot (ONS) and both the input to the timer and the input to the Reset shouldn’t be On at the same time.
This is the reason why RTO is used mostly in real-time applications.
Author: Abishek D
If you liked this article, then please subscribe to our YouTube Channel for PLC and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
- Flow Transmitter Scaling in PLC
- Masked Move Instruction
- Retentive ON Delay Timer
- Measurement using PLC Logic
- PLC Arithmetic instructions








Thanks abishek for ur great effort .I understand Rententive timer in ur examples