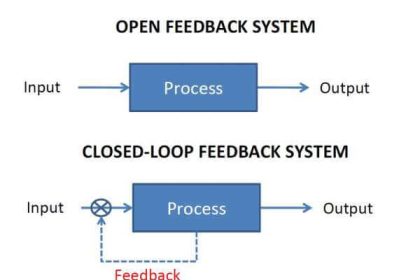
Setpoint Tracking (also called PV tracking):
PV Tracking is An option on many controllers. When a control loop is in MANUAL, with PV Tracking turned on, the controller setpoint (SP) will follow the PV. When the loop is returned to AUTO, there is no sudden movement of the process, because the PV is already at setpoint. If PV Tracking is turned off, returning to AUTO will drive the loop to its previous setpoint.
Setpoint tracking refers to the automatic adjustment of the controller setpoint so that it follows the process variable (PV). This occurs (only if the option is enabled) when the controller is in the manual mode. If set point tracking is enabled,when the controller is transferred to auto, the transfer takes place without any change whatsoever in controller output. This also means of course that the loop will continue to adjust the final element to maintain the PV at the value obtaining immediately before the transfer to auto. This may not be desirable in all cases since it relies on the operator to readjust the setpoint to the desired value at some time after the controller is transferred to auto.
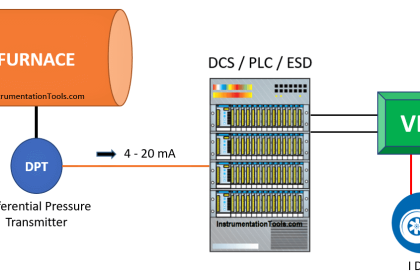
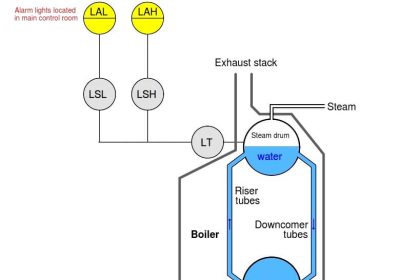
Typical applications where setpoint tracking is desirable are those where the setpoint may vary under normal circumstances e.g. fuel gas flow on a boiler. In applications where the setpoint is normally fixed e.g. for steam temperature control, setpoint tracking would not normally be enabled.
Most often it is referred to as providing bumpless transfer from manual to auto. Without setpoint tracking whether or not a bump occurs depends on the state of tune of the controller. Since in manual, the controller integral term initializes so that the sum of the integral and proportional terms equals the manual output value, when the controller is trasferred to auto, there is no step due to proportional action but the output initially ramps at a rate proportional to the gain*error/integral action time.
Also Read: PID Controller Bumpless Transfer





I want this knowledge