There are two types of acceptance testing procedures which are called FAT and SAT.
FAT stands for Factory Acceptance Test, on the other hand, SAT stands for Site Acceptance Test.
Objectives of FAT and SAT

The objective of the Factory Acceptance Test (FAT) is to verify that the system is set up correctly and will operate as expected from both the hardware and configuration software point of view before it ships to the site.
The factory acceptance tests are done at the vendor factory site, to make sure that certain requirements are met.
The objective of the Site Acceptance Test (SAT) is to validate that the control and safety systems are fully operational in accordance with their functional specifications prior to using them to operate the processing unit.
Site acceptance tests are done at the worksite and its acceptance leads to the plant start-up.
Factory Acceptance Test
The primary purpose of the FAT is to minimize the occurrence of faults during the process of commissioning. It is a cost-effective way to fix errors while testing the system.
The loop checking at FAT can save remarkable time and effort during the commissioning and startup at the plant site.
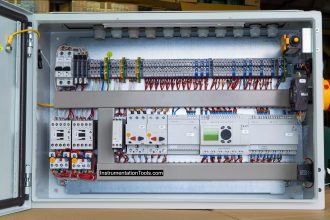
For FAT, all of the major system components are assembled in one place. Although the final, installed system may extend to widely dispersed in the actual plant site, the FAT will test the system in one manageable area.
Using simulations, the test can evaluate the system’s network, redundancy, backup/restore, and other functions.
The purpose of the FAT is to make sure that the system works to the satisfaction of the provider and the end-user.
If the changes are identified during FAT, these identified changes should be done before going for commissioning or installation.
FAT is a great opportunity to demonstrate system quality and efficiency. These system providers usually know their products well and are popular with them definitely have high confidence that the FAT will work to their advantage.
As per the agreed terms and conditions in the purchase order, the FAT can be important to an end-user because it is the last chance to gain assurance about the critical points of a system before installation work begins.
Depending on contract specifications, the end-user can demand that any fault, small or large, must be corrected by the system provider before the FAT.
A failure to correct a fault in a pre-agreed time frame can be sufficient justification for the end user to cancel the contract.
It is evident that as systems become more and more complex, the FAT becomes more and more important.
If the system provider performs the appropriate preparations and test setup, there is little reason for a system to fail a FAT.
Site Acceptance Test
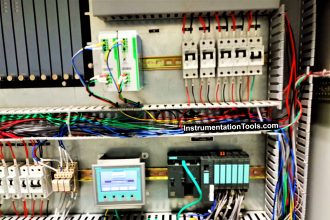
An SAT is typically a series of tests that range from verifying that all the control equipment has arrived in good operating condition as specified in the purchase order to validating the proper functionality of the installed controlled system during the startup of the processing unit.
One of the purposes of an SAT, after a successful FAT, is to provide documented evidence that a piece of equipment or system that has been delivered to the end-user site has not been affected by the transportation or installation.
SAT procedure will also verify in detail that the order, and material received have been supplied by checking what has been received against the original purchase order.
The SAT should not only visually check, and test the functionality and performance of the system, but should also check the accuracy, clarity, and completeness of the documentation.
The SAT documentation presents the guidelines for subsequent troubleshooting, maintenance, and performance testing.
SAT Documents
The following documents are needed for the SAT:
- Process control description.
- Instrument Specifications.
- System I/O list, datasheets, and as-built drawings.
- Instrument calibration certificates.
- Recommended spares list.
- Logic flow diagrams.
- Process P&ID.
- Termination lists.
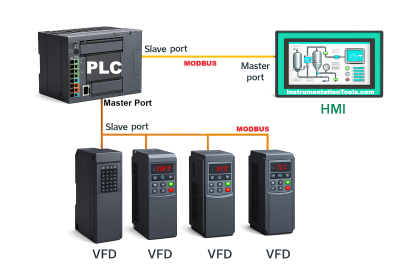
- Communication interfaces.
- Program listings.
- Manufacturer manuals, and drawings.
- Startup procedures.
- Punch points list.
The SAT typically consists of follow-up, discussions, and validation of the system functions.
If you liked this article, then please subscribe to our YouTube Channel for Electrical, Electronics, Instrumentation, PLC, and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:






The major difference between FAT and SAT would be as follows in terms of the scope of testing.
– Major packages control systems, field instruments, and switchgear are not available during FAT. Sometimes only partial testing happens with typical subsystems during integrated FAT (iFAT). This requires a lot of micro-planning because entire testing has to be done and all stakeholders should be in one place.
– The above-intergrated testing is possible during site during (SAT and iSAT) where all field instruments, package units, switchgear, and all communication interfaces are available to test together.
– The major problems found during SAT are
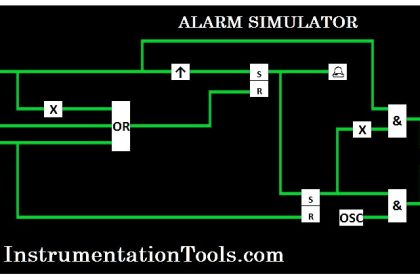
IP Conflicts/mismatches, Network overloads, Communication module hangs, incompatibility of I/O card w.r.t field devices, Active/passive configuration w.r.t. analog channels, 0-1 status configuration of digital signals, NO/NC wiring, Alarm flooding etc