When we are working with PLC programming we take all precautions and try to avoid the problems with proper planning and implementation of the logic.
But we may do little mistakes during the programming and we have no clues about them until we face some issue with our PLC functionality.
With experience, we can minimize these issues and have better exposure to practical PLC coding problems.
PLC Programmer Unknown Do’s
This article will help the PLC programmer who is just started. These unknown do’s will help you to save the mistakes in the ladder logic programming.
Aware of Normally Closed (NC) Outputs
The NC is abbreviated as normally closed. By the name itself, it talks about the function of contact in a relay or a ladder logic.
We must take care when we are using NC contact in our PLC programming as it supplies the power or control signals to the field instrument or any other local panels by default without any need for input signals status (considering input off state).
So in some situations, the NC contacts may cause problems like during PLC startup or during unplanned shutdowns as NC contact outputs may supply the power or control signals to other instruments or panels which may further lead to unwanted actions and damage of equipment.
Hence PLC programmers must consider these types of conditions also before finalizing the PLC logic.
Note: We may not find these types of issues during normal working conditions or during SAT or FAT.
Be on the Safer Side
Safety is very important in our daily work routine in industries. The same applies to our software, ladder logic programs, and other control systems.
Always take project backups before doing any task like modifying, new configuration, upgrades, etc.
So it is always recommended to take project backups when you are upgrading from an old PLC system or during creating new programs.
Always save your PLC logic multiple times when you are working on the PLC projects during configuration, testing, commissioning, etc. Save your backups at different locations like external hard disks, CD/DVD, dedicated Pen Drives, and other computers on your network.
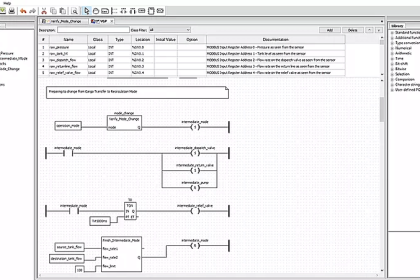
I/O List
The I/O list is a standard document required when we work on PLC or DCS control systems.
During writing the PLC program we need to use a lot of I/O addresses as per our logic requirement. So I/O list helps us to use the I/O’s with proper planning.
So it is always recommended to follow the I/O list during the PLC programming. Avoid using random I/O addresses in the PLC project even if it is a small application.
The I/O list also helps us during troubleshooting and it saves us lots of time.
Understand the Process
It is one of the important aspects of any field. First, we need to be clear about the requirements of your client and understand the project requirement clearly.
Understand the process sequence clearly, according to it you have to write the PLC program, it will make a big difference. Hence study the plant control philosophy document where you can learn the process operations.
Follow the Rules
There are certain standards that recommend the best practices in every field. Example: IEC standards. There are different sets of standards available as per the country or region.
These standards will help us to implement the already proven methods to achieve the desired task like the selection of cables as per application, hazards practices in oil & gas industries, control system design rules, safety-related logic, etc.
Author: Mohamed Shahul Hameed
If you liked this article, then please subscribe to our YouTube Channel for Instrumentation, Electrical, PLC, and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
- PLC Best Practices
- Hot Standby in PLC
- PLC Memory Usage
- Converter in Siemens PLC
- Simulation in Schneider PLC