A engineer needs to write a PLC program to control a water pump driven by an electric motor. This water pump will be manually started and stopped by pushbutton switches, and shutdown automatically by any one of several “permissive” switches.
The operating statuses of these switches are listed here:
- Start pushbutton (normally-open): open when unpressed, closed when pressed
- Stop pushbutton (normally-open): open when unpressed, closed when pressed
- Low water level (normally-closed): closed when level is low, open when level is adequate
- Low oil pressure (normally-open): open when pressure is low, closed when pressure is adequate
- High vibration (normally-closed): closed when still, open when vibrating
- Water leak detector (normally-open): open when dry, closed when wet (leak detected)
PLC Permissive Motor Control
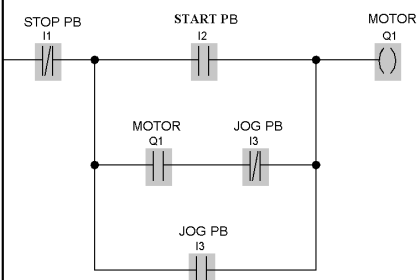
The engineer’s first attempt is shown here, but it contains a serious error. Identify and correct this error:

Answer :
The Stop_PB contact instruction should be drawn as normally-closed rather than normally-open as shown in the engineer’s first draft of the PLC program.
The program is designed to shutdown the motor when that pushbutton is pressed (i.e. the Stop_PB contact instruction becomes uncolored (i.e. fails to “conduct” virtual power).
We have been told that the real-world Stop pushbutton switch is NO, which means its contact closes when pressed.
This means pressing the Stop pushbutton causes that bit to be 1, which necessitates an NC contact instruction so that it will un-color under that condition.
If you liked this article, then please subscribe to our YouTube Channel for PLC and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:





Why would you show an example of stop being NO and not fail safe. You would never see it wired this way in an individual setting?
Hi , i believe that there are two ways that you can program a stop button . this is one way that you mention
and the other way ,you have stop button NC (hardwired) and you program it as NO in the plc ,fail safe .so there is no wrong in this i believe .great work