This is PLC Program for the auto/manual operation of roll down shutters in industry.
PLC based Roll down Shutters Operation
PLC can be used to control the auto/manual shutter operation. Manual or automatic control operation can be selected via a selector switch. In automatic operation shutter operation is depended on the photo sensor. Write PLC program for the application using ladder diagram language.

PLC Solution
Here consider two operation for the roll down shutter application. In manual operation shutter can be opened and closed by using manual switches (manual up and manual down).
For mode selection, we have considered here mode selection switch so It can be used to select mode (Auto and manual).
In automatic mode, mode selector switch should be ON. Here we have used photo sensitive switch for shutter up and down process. When day light is not detected shutter will be ON and if day light is detected shutter will be OFF.
Two limit switches are used for shutter up and down control.
List of Inputs/Outputs
List of Inputs
- X0 :- Auto/manual switch
- X1 :- Photo sensitive switch
- X2 :- Shutter up limit switch
- X3 :- Manual UP
- X4 :- Shutter down limit switch
- X5 :- Manual down
List of Outputs
- Y0 :- Manual mode ON
- Y1 :- Shutter UP
- Y2 :- Shutter down
Ladder diagram auto/manual operation of roll down shutters
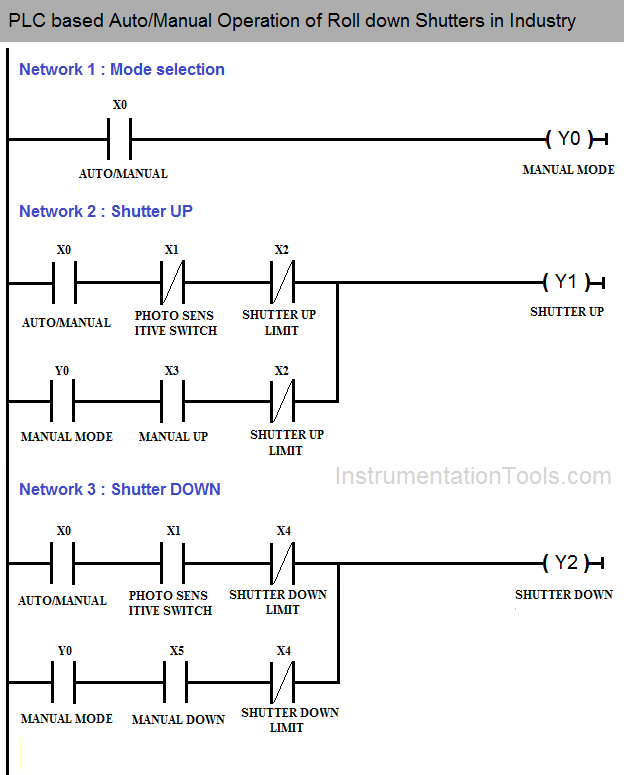
Ladder Logic Description
Network 1 :-
Here mode selection logic is used. Mode selector switch (X0) should be ON for auto mode and it should be OFF for manual mode.
Network 2 :-
In auto mode shutter up output will be ON if auto mode selected and it will remain ON till shutter up limit switch is detected. In manual mode shutter up output will be ON when manual up is pressed and it will remain ON till shutter up limit is detected.
Network 3 :-
In auto mode shutter down output will be ON if auto mode selected and it will remain ON till shutter down limit switch is detected. In manual mode shutter down output will be ON when manual down is pressed and it will remain ON till shutter down limit is detected.
Note :- Above application may be different from actual application. This example is only for explanation purpose only. We can implement this logic in other PLC also. This is the simple roll down shutter control in industry using PLC, we can use this concept in other examples also.
All parameters and graphical representations considered in this example are for explanation purpose only, parameters or representation may be different in actual applications. Also all interlocks are not considered in the application.
Author : Bhavesh
If you liked this article, then please subscribe to our YouTube Channel for PLC and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next: