There are two fails which are widely known in safety system.
Nuisance Fail
The first one is called a nuisance fail which does not put the plant system in danger.
In fact some nuisance fails will result in spurious trip or unnecessary plant shutdown therefore they cost high as the production stops.
Fail Danger
The second one is fail danger which is undetected and does not cause a process shutdown. However, if there is an emergency demand, the safety system would be unable to respond properly therefore putting the plant system in danger.
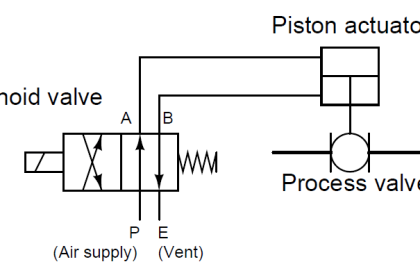
Fail danger frequently occurs on the final elements i.e. actuated valve. One of several causes that make the actuated valve does not work properly upon demand is a failure on its solenoid valve (solenoid valve), either the solenoid coil or the valve. Dirt causes the solenoid valve to stick thus solenoid valve can not change state and unable to respond to emergency shutdown signal.
As mentioned earlier this situation is undetected, however the problem can be resolved by periodic maintenance which does not require shutting down the plant or actuated the main valve.
Also Read: Solenoid Valve Functional Testing
Online Testing of Solenoid Valve
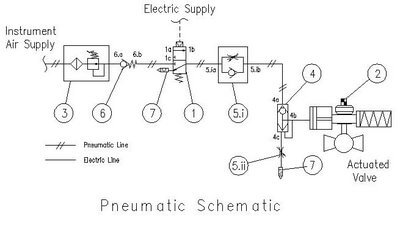
The following are design and accessories required to enable online testing of solenoid valve.
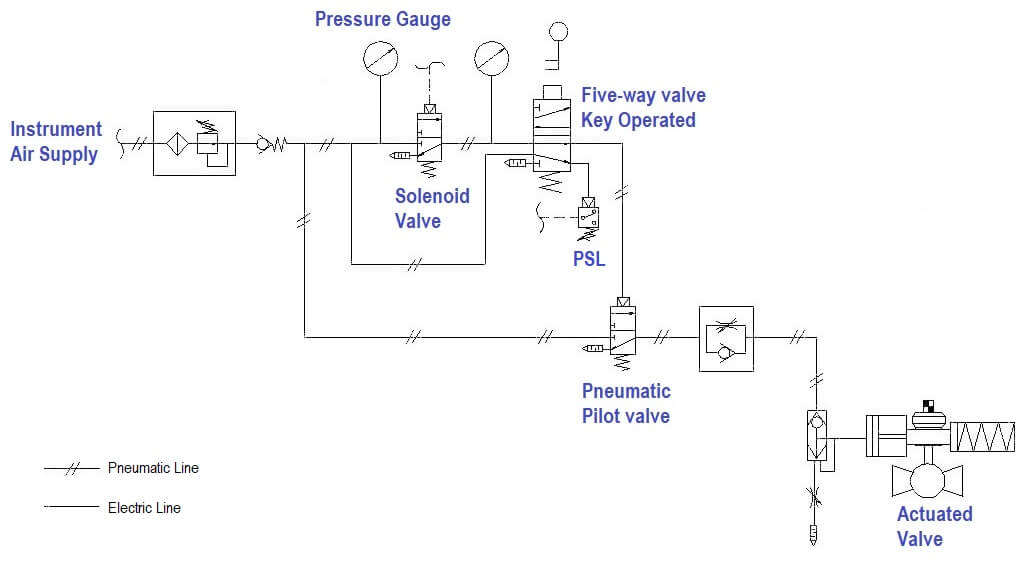
*Five-way valve shall be key protected to avoid unauthorized testing
During Normal Operation
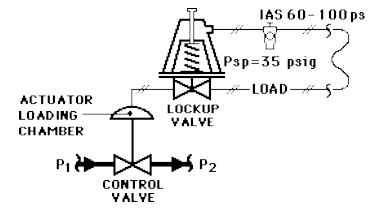
During normal plant operation, the solenoid valve is energized, letting the pilot air flow through the solenoid valve, then it passes through the five-way valve and finally pilots the pneumatic pilot valve resulting the air supply is able to reach the actuator. In the meantime, pressure switch is also pressurized by pilot air.
During Testing
When it is required to test the solenoid valve, five-way valve must be operated by key and hold until test is completed. In this condition, the solenoid valve is bypassed meanwhile the pressure switch is losing its pressure. When the pressure switch reaches its low set point, it signals the control room that the testing is in progress.
Now the solenoid valve can be tested without affecting the main valve since the pilot air remains able to reach the pneumatic pilot valve and keeps the main valve in operating condition. By reading pressure gauge, check that solenoid valve is able to respond to emergency shutdown signal and changes its state).
Releasing the key will put the system into normal plant operation
The purpose of installing a pressure swicth low is to avoid missoperation of key operated override valve during plant normal operation.
Read Next:
- How to Test Pressure Switch?
- Instrument Engineer Interview
- Energize to Safe Loop
- Tank Level Control in PLC
- Solenoid Manual Override
Source: instrument-control