This article explains how to connect the FX3U-14MT Lollette (China) PLC to the Weinview MT6071iE HMI using an RS232 connection. In industrial automation, HMIs are often integrated with PLCs to monitor and control operational parameters. The Weinview MT6071iE HMI can be programmed using EasyBuilder software and supports seamless integration with the FX3U-14MT Lollette PLC via a simple RS232 serial communication port.
Required Devices
The following hardware and software are required during the test.
PLC FX3U-14MT Lollette (China)
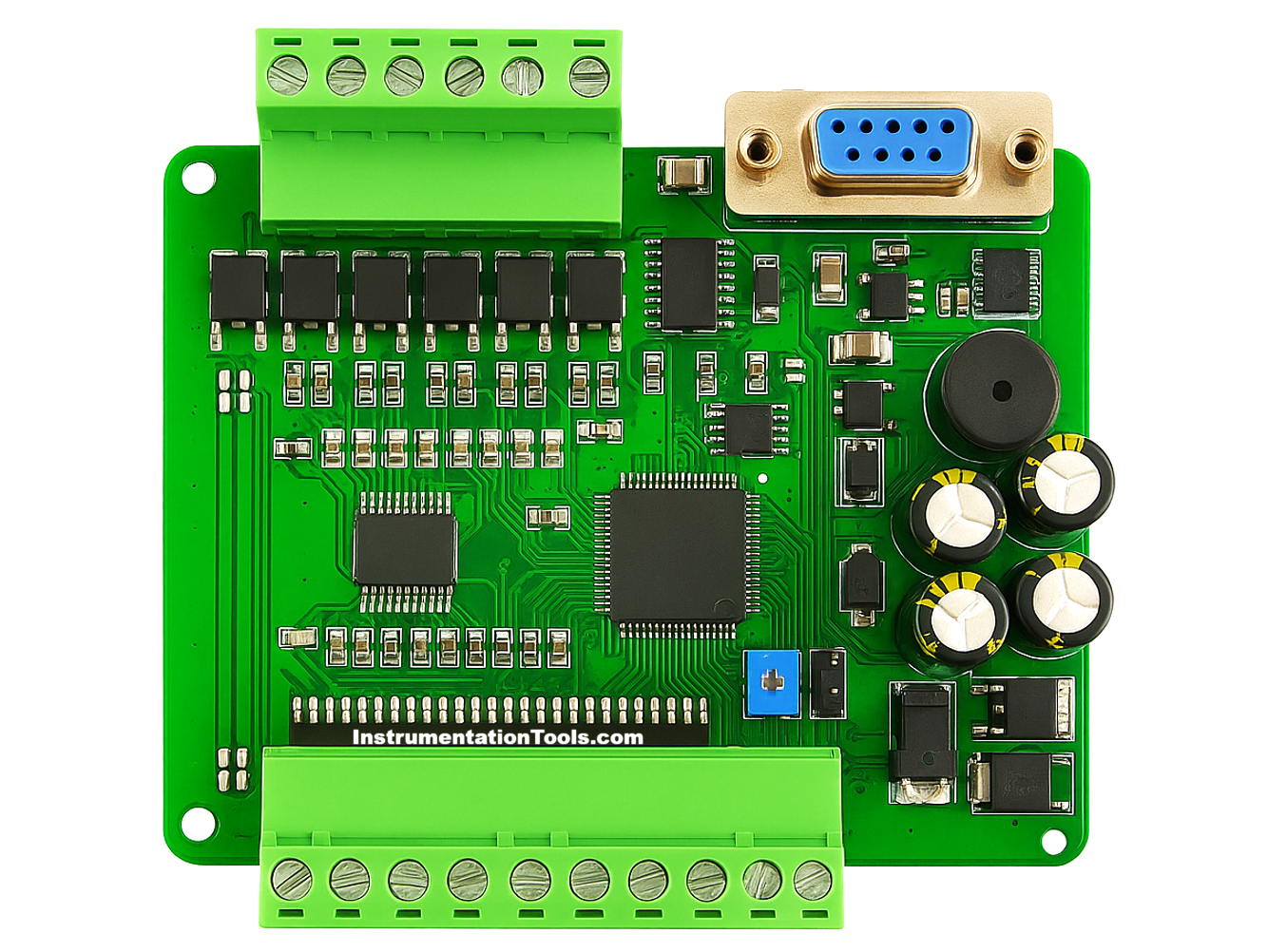
This PLC can be programmed using Mitsubishi GX Works2 software with specifications of 8 digital inputs, 6 transistor outputs, 3 analog inputs (AI), 3 analog outputs (AO), 24V DC power supply, and an RS232 DB9 communication port with a maximum speed of 38.4 Kbps. With limitations in the number of I/Os and relatively low communication speed, this PLC is more suitable for automation learning purposes, small-scale projects such as simple control systems, and is not recommended for industrial applications requiring high performance.
Weinview MT6071iE HMI
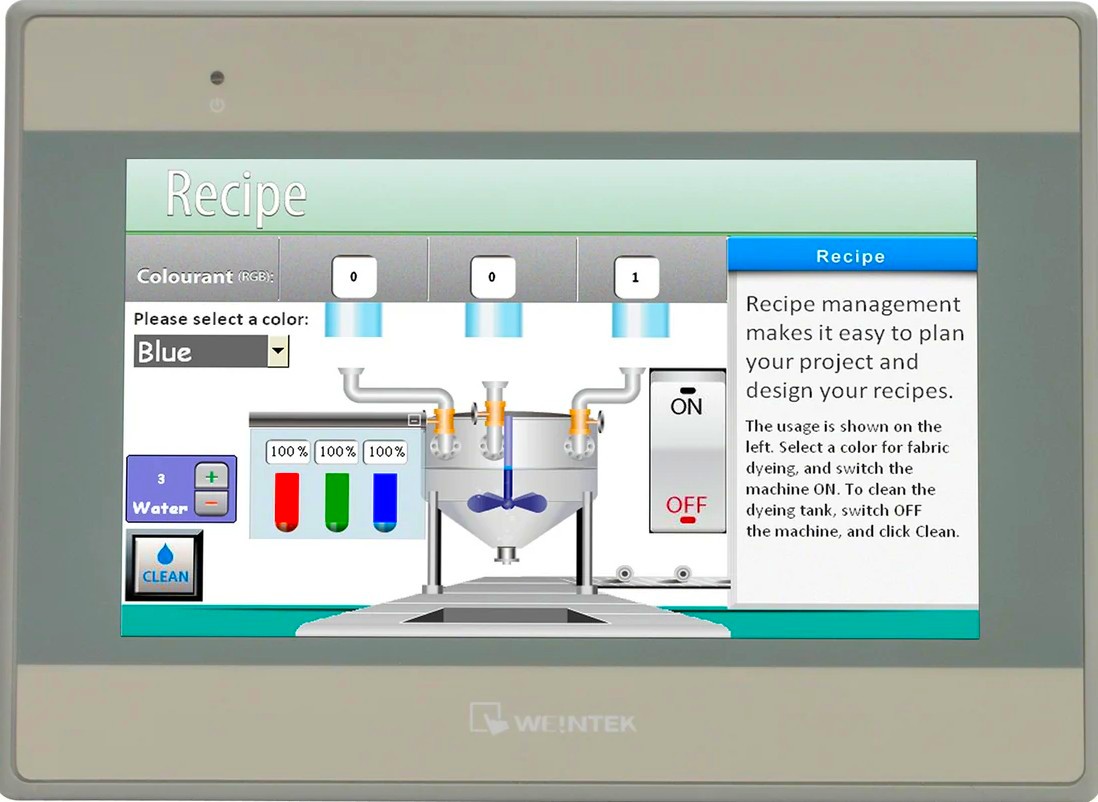
This HMI features a 7-inch touch screen and supports communication with PLCs through several ports: COM1 (RS232/male), as well as COM2 and COM3 (RS485/female). There is a mini USB type B (female) port that functions to transfer interface designs from the computer to the HMI. It is compatible with Mitsubishi FX series PLCs and can also be used with various other types of PLCs.
EasyBuilder Pro Software
EasyBuilder Pro is the official software from Weintek/Weinview specifically designed for designing, configuring, and programming HMI (Human Machine Interface) interfaces. This software allows users to create interactive graphical displays, set up connectivity with various PLCs (such as Siemens, Allen-Bradley, Mitsubishi, and others), as well as integrate control functions and real-time data monitoring for industrial automation system optimization.
GX Works2 Software
GX Works2 is the official programming software created by Mitsubishi Electric specifically for developing, modifying, monitoring, and troubleshooting programs on various MELSEC PLC series, including FX3U, FX5U, Q-Series, and L-Series. This software provides an integrated interface with various advanced features to facilitate the configuration, simulation, and debugging process of programs.
USB to Serial RS232 Cable

The USB to Serial RS-232 cable is an adapter that converts the USB port on a PC into an RS-232 serial port. This cable is used to connect the PLC to a PC during the process of writing/reading PLC programs or monitoring PLC programs.
DB9 RS-232 Male to Female Cable
This cable is used to connect the PLC to the HMI. The female socket is connected to the HMI’s COM 1, and the male socket is connected to the PLC’s RS-232 female socket.
Mini USB Type B Cable
This cable is used to connect a PC to the HMI during the process of uploading/downloading HMI interface designs.
How to Connect PLC FX3U-14MT with Weinview MT6071iE HMI?
Write a Program for the PLC Controller:
a. Provide a 24Vdc power supply to the PLC.
b. Connect the PLC to the PC using a USB to Serial RS232 cable.
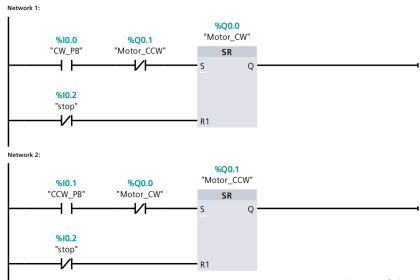
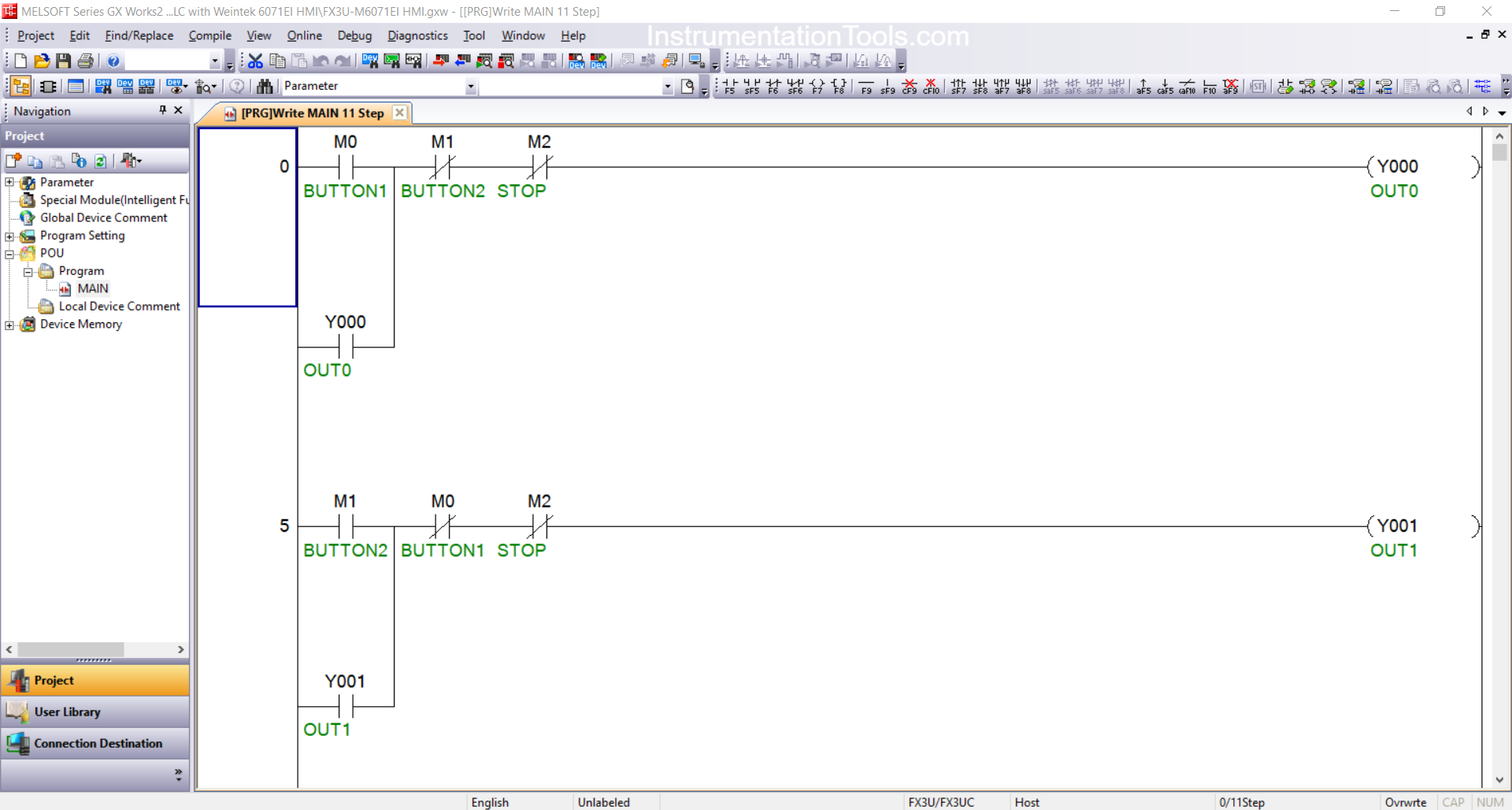
c. Create the PLC program to be used. Here’s an example:
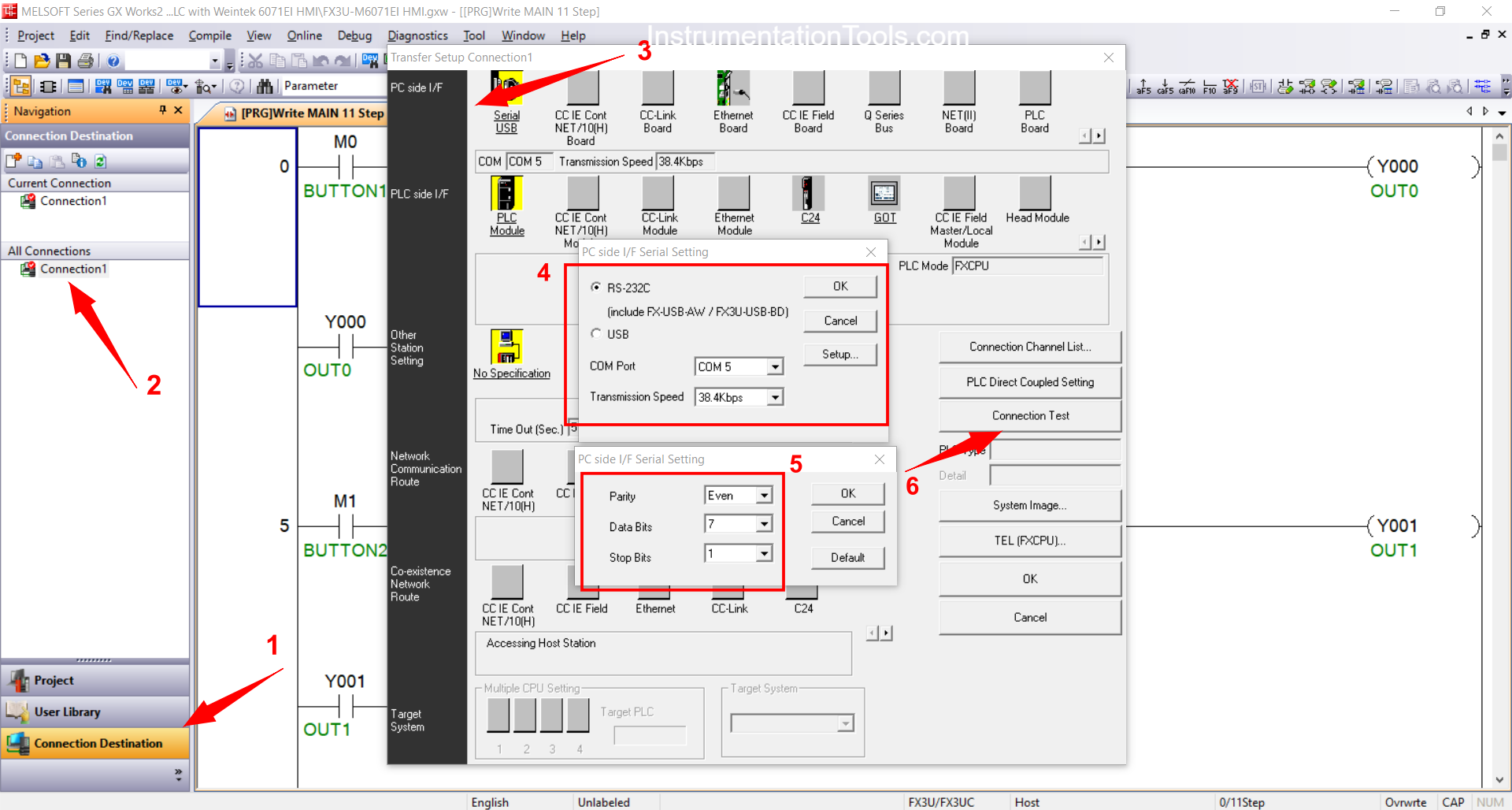
d. To configure the PLC connection, open the Connection Detection → Connection1 menu, then set communication parameters by selecting Serial USB (RS-232C) interface, specify COM Port 5, set Transmission Speed to 38.4 Kbps, and configure Parity: Even, Data bits: 7, and Stop bits: 1. Ensure the PLC connection is active by checking the port in Device Manager, then perform a Connection Test – if the notification “Successfully Connected with the FX3U/FX3UC CPU” appears, it means the connection between PC and PLC has been successfully established.
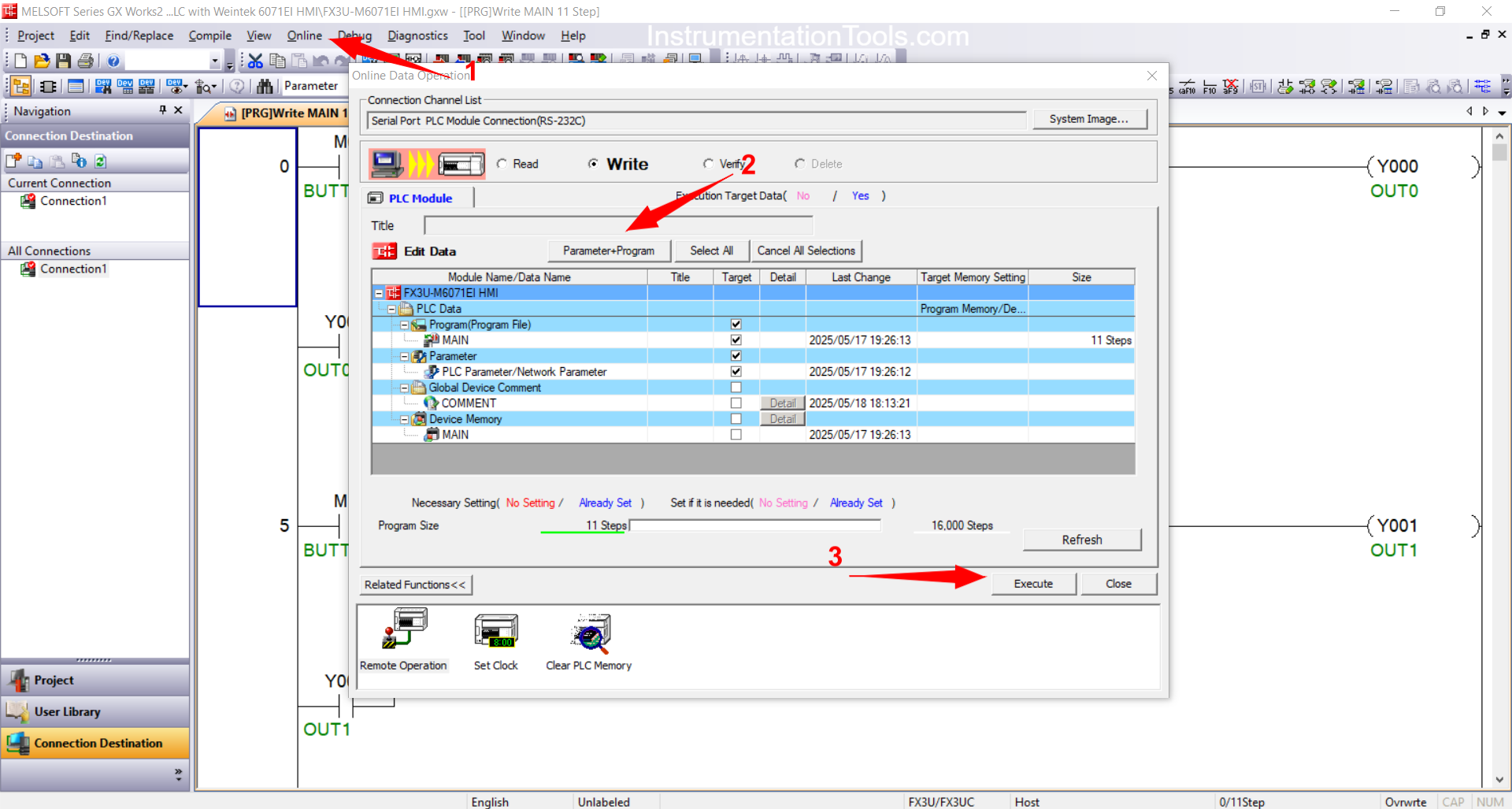
e. After the connection is established, click the “Online” menu then select “Write to PLC“. Specify the program section to be transferred “Parameter+Program” → press “Execute“. When a confirmation pop-up appears showing the transfer process is successful, the program has been sent to the PLC memory and is ready to run.
f. The final step is to disconnect the USB to Serial RS232 cable from the PLC and PC.
Download Interface Design from PC to HMI
a. Provide a 24Vdc power supply to the PLC.
b. Connect the PLC to the HMI using a Mini USB Type B cable.
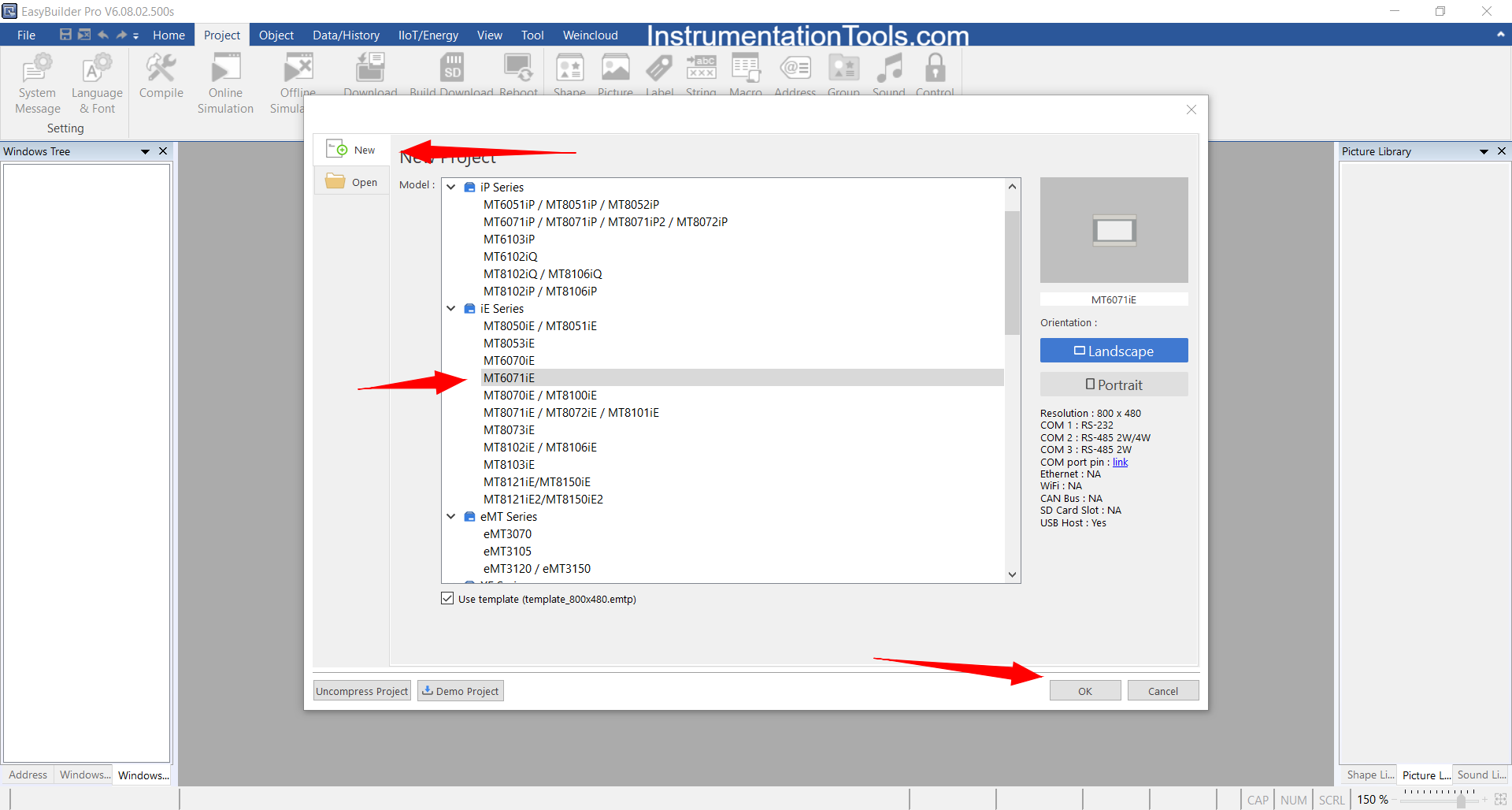
c. Create a New Project
Open Easy Builder Pro, then create a new worksheet by clicking New → select the HMI type to be used → OK.
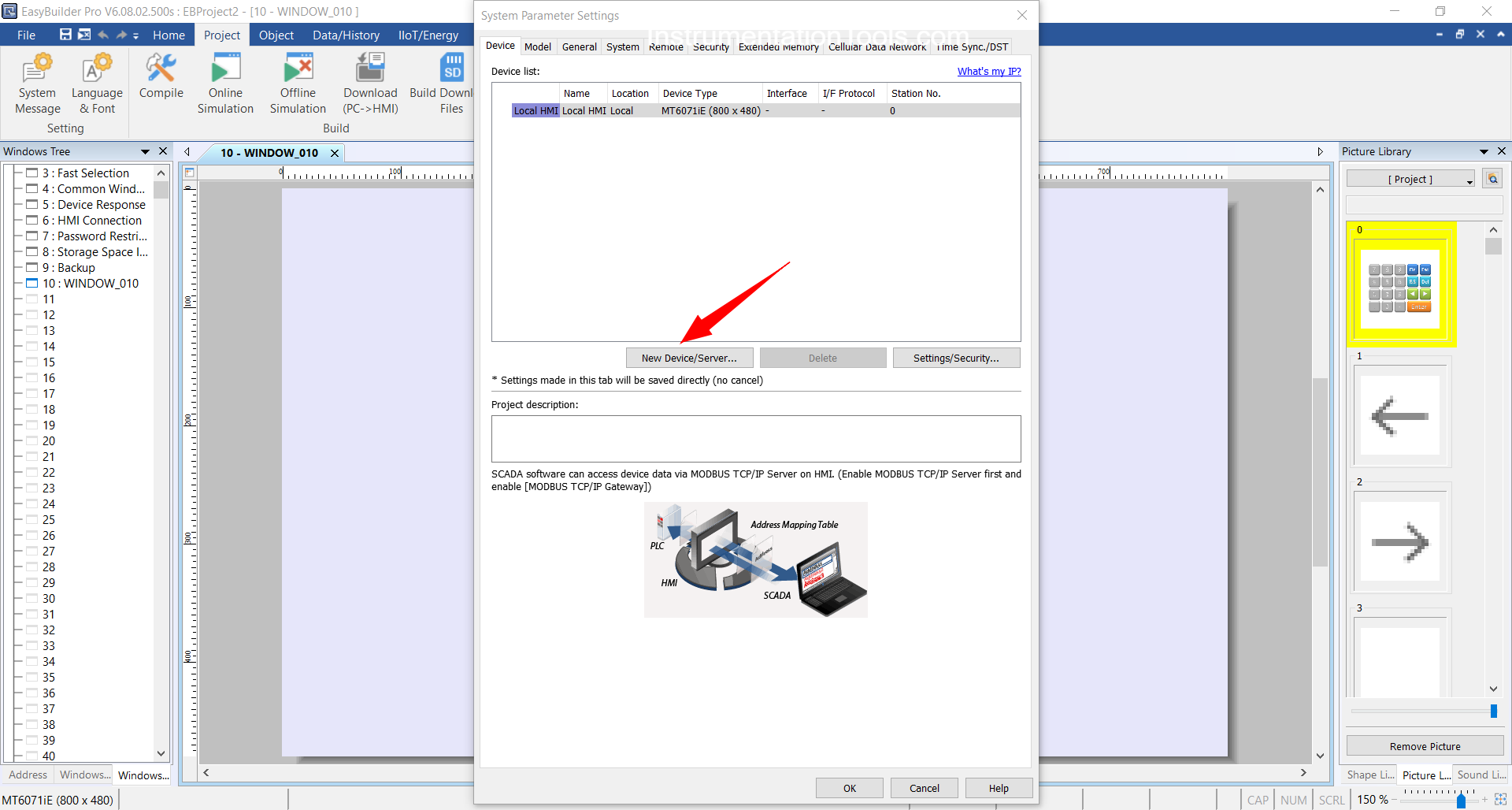
d. Add PLC Device
In the System Parameter window, click New Device/Server to add the PLC device.
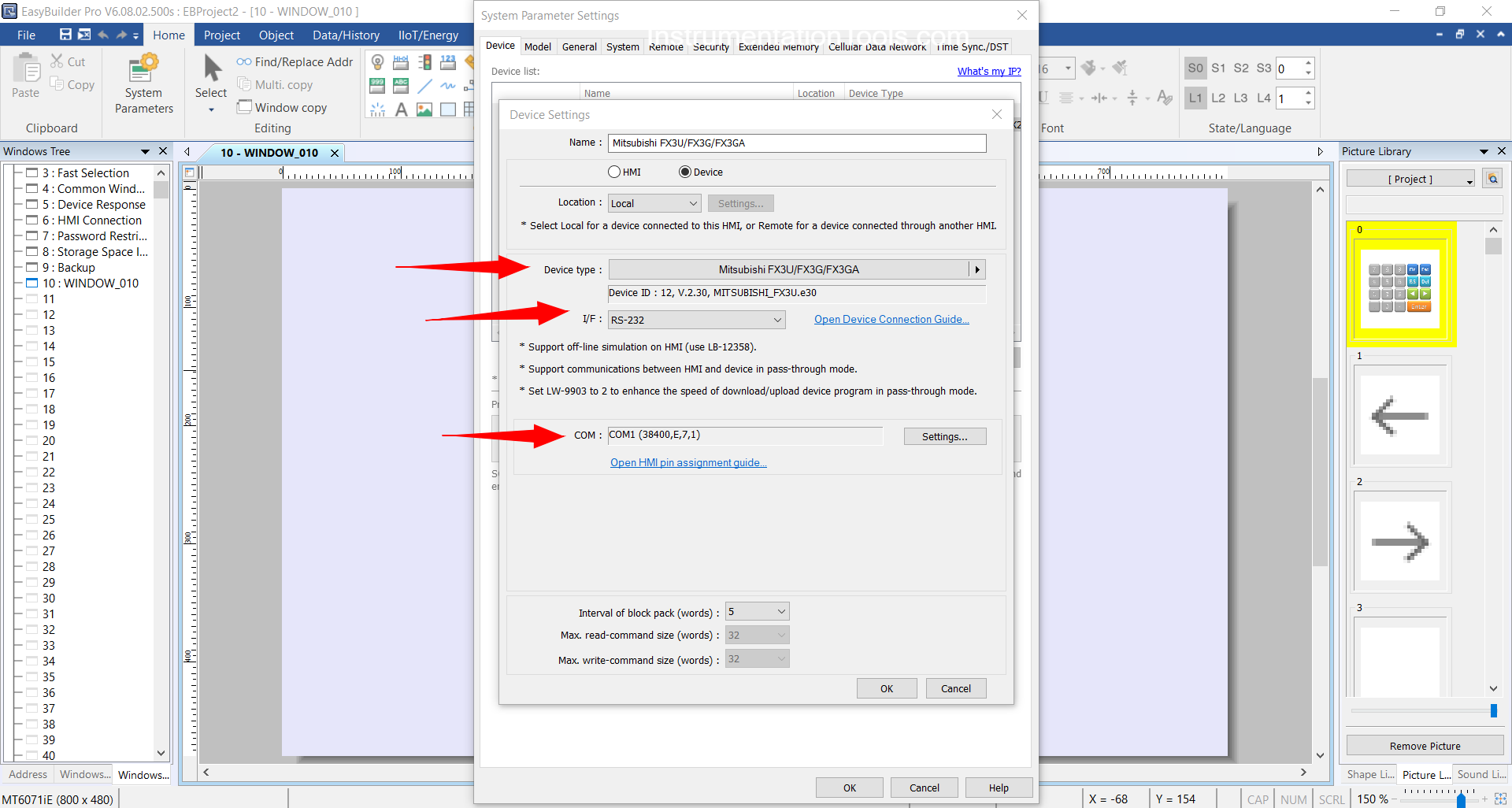
e. Configure Communication Port.
f. Set the port parameters as follows:
- Port: RS-232
- COM: COM1(*)(38400,E,71)
- Device Type: Mitsubishi FX3U/FX3G/FX3GA
Click “OK” to save the settings.
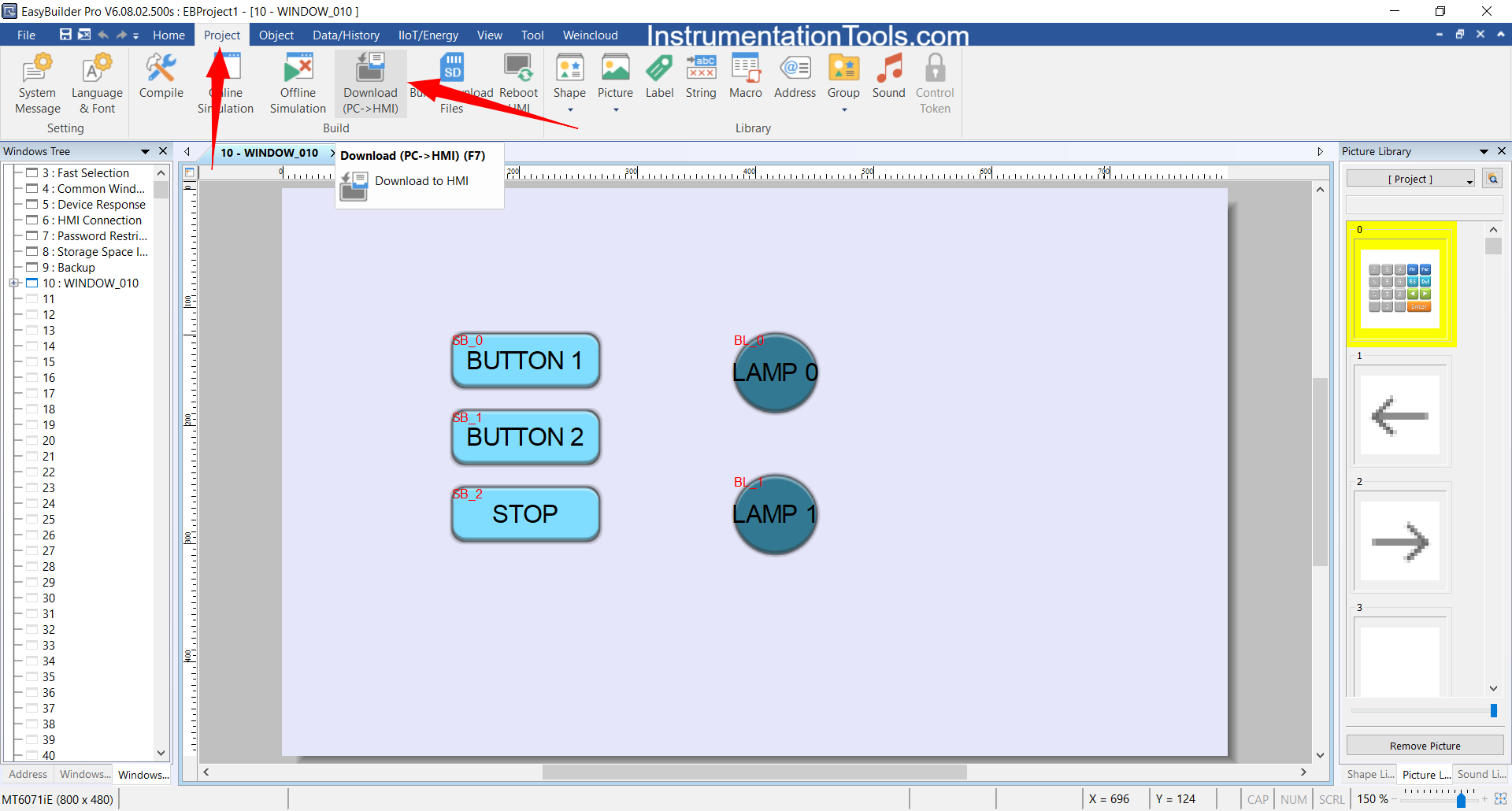
g. Design Interface & Download Interface
- Create an HMI design by adjusting the Input/Output addresses according to the PLC program.
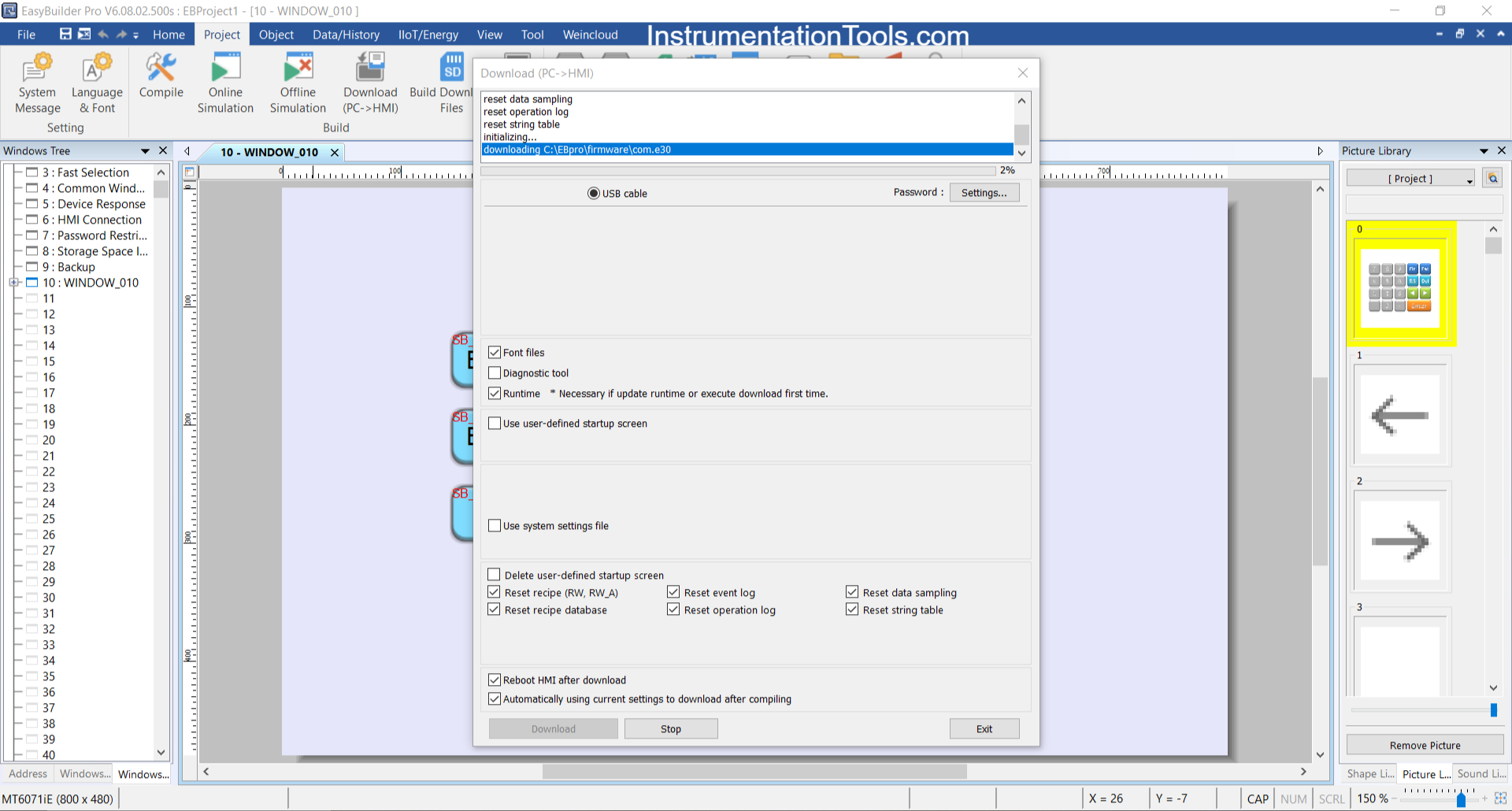
- Click the Project menu → Download (PC->HMI)
h. Wait for the Download process to complete, then click exit.
i. The final step is to disconnect the Mini USB Type B cable and connect the PLC to the HMI using a DB9 RS-232 Male to Female cable.
*Note: If a “Device Not Responding” message appears on the HMI, there may be a Device Type mismatch. The solution is to change the Device Type in System Parameter (for example: change from FX3U/FX3G/FX3GA to FX0S/FX0N/FX1S/FX1N/FX2/FX3SA), because some models like FX3U 14-MT have compatibility bugs.
Testing Video
Read Next:
- Analog Input in Mitsubishi FX3U PLC
- PLC Mixing Process with Timer and Valve Control
- Conveyor System for Product Handling in PLC
- Timer-Based PLC Program with One Button
- Automatic Paper Cutting Machine Using PLC