The major issues in sensor selection are summarized in the following. The relative importance of each issue depends upon the specific application; for example, one application might require excellent accuracy, while another might require only moderate accuracy, but high reliability.
Generally, we find that the greater the requirements for good performance, the higher the cost for purchase and maintenance.
Therefore, we must find the proper balance of performance and cost, rather than always specify the best performing sensor.
| ISSUE | COMMENTS | |
| Accuracy – Accuracy is the degree of conformity of the measured value with the accepted standard or ideal value, which we can take as the true physical variable. Accuracy is usually reported as a range of maximum inaccuracy. These ranges should have a significance level, such as 95% of the measurements will be within the inaccuracy range. Accuracy is needed for some variables, such as product quality, but it is not required for others such as level in a large storage tank. See Section 24.3 in Marlin (2000) for a discussion on the needs of sensor accuracy. |
Accuracy is usually expressed in engineering units or as a percentage of the sensor range, for example:
Thermocouple temperature sensor with accuracy of ± 1.5 K. Orifice flow meters with accuracy of ±3% of maximum flow range. |
|
| Repeatability – The closeness of agreement among a number of consecutive measurements of the same variable (value) under the same operating conditions, approaching in the same direction. | The term “approaching in the same direction” means that the variable is increasing (decreasing) to the value for all replications of the experiment. | |
| Reproducibility – The closeness of agreement among a number of consecutive measurements of the same variable (value) under the same operating conditions over a period of time, approaching from both directions. This is usually expressed as non-reproducibility as a percentage of range (span).
Often, an important balance is between accuracy and reproducibility, with the proper choice depending on each process application. |
The period of time is “long”, so that changes occurring over longer times of plant operation are included. Reproducibility includes hysteresis, dead band, drift and repeatability. |
|
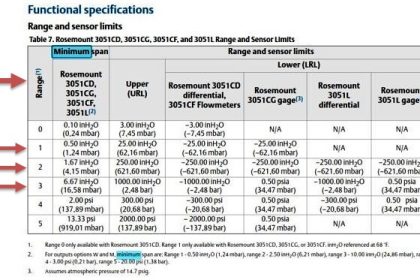
| Range/Span – Most sensors have a limited range over which a process variable can be measured, defined by the lower and upper range values. Usually, the larger the range, the poorer the accuracy, and reproducibility. Therefore, engineers select the smallest range that satisfies the process requirements.
We select ranges that are easily interpreted by operating personnel, such as 100-200 °C, but not 100-183 °C. |
If a chemical reactor typically operates at 300 °C, the engineer might select a range of 250-350 °C.
Since the reactor will be started up from ambient temperature occasionally, an additional sensor should be provided with a range of -50 to 400 °C. |
|
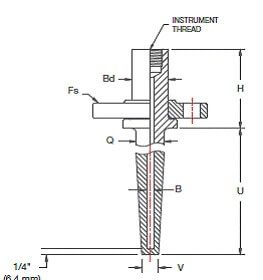
| Reliability – Reliability is the probability that a device will adequately perform (as specified) for a period of time under specified operating conditions. Some sensors are required for safety or product quality, and therefore, they should be very reliable. Reliability is affected by maintenance and consistency with process environment. Also, some sensors are protected from contact with corrosive process environment by a cover or sheath (e.g., a thermowell for a thermocouple), and some sensors require a sample to be extracted from the process (e.g., a chromatograph). | If sensor reliability is very important, the engineer can provide duplicate sensors, so that a single failure does not require a process shutdown. See Chapter 22 in Marlin (2000) for the use of duplicate sensors in process control. | |
| Linearity – This is the closeness to a straight line of the relationship between the true process variable and the measurement. Lack of linearity does not necessarily degrade sensor performance. If the nonlinearity can be modeled and an appropriate correction applied to the measurement before it is used for monitoring and control, the effect of the non-linearity can be eliminated. Typical examples of compensating calculations are the square root applied to the orifice flow sensor and the polynomial compensation for a thermocouple temperature sensor. The engineer should not assume that a compensation for non-linearity has been applied, especially when taking values from a history database, which does not contain details of the measurement technology. | Linearity is usually reported as non-linearity, which is the maximum of the deviation between the calibration curve and a straight line positioned so that the maximum deviation is minimized.
See ISA (1979) for further details and several alternative definitions of linearity. |
|
| Maintenance – Sensors require occasional testing and replacement of selected components that can wear. Engineers must know the maintenance requirements so that they can provide adequate spare parts and personnel time. Naturally, the maintenance costs must be included in the economic analysis of a design. | On-stream analyzers usually require the greatest amount of maintenance. The cost associated with maintenance can be substantial and should not be overlooked in the economic analysis. | |
| Consistency with process environment – Most sensors will function properly for specific process conditions. For example, many flow sensors function for a single phase, but not for multi-phase fluid flow, whether vapor-liquid or slurry. The engineer must observe the limitations for each sensor. Some sensors can have direct contact with the process materials, while others must be protected. Three general categories are given in the following.
Naturally, the parts of the sensor that contact the process must be selected appropriately to resist corrosion or other deleterious effects. |
A float can indicate the interface for a liquid level. However, a float is not reliable for a “sticky” liquid.
Also, a turbine flow meter can be damaged by a rapid change in flow rate or liquid entrained in a vapor stream. Sensors in direct contact must not be degraded by the process material. The sheath usually slows the sensor response. Samples must represent the fluid in the process. |
|
| Dynamics – The use of the sensor dictates the allowable delay in the sensor response. When the measured value is used for control, sensor delays should be minimized, while sensors used for monitoring longer-term trends can have some delay. | A greater delay is associated with sensors that require a sample to be extracted from the process.
On-stream analyzers usually have the longest delays, which are caused by the time for analysis. |
|
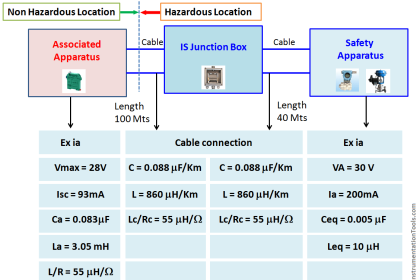
| Safety – The sensor and transmitter often require electrical power. Since the sensor is located at the process equipment, the environment could contain flammable gases, which could explode when a spark occurs. | Standards for safety have been developed to prevent explosions. These standards prevent a significant power source, oxidizing agent and flammable gas from being in contact. | |
| Cost – Engineers must always consider cost when making design and operations decisions. Sensors involve costs and when selected properly, provide benefits. These must be quantified and a profitability analysis performed.
In some cases, a sensor can affect the operating costs of the process. An example is a flow sensor. In some situations, the pumping (or compression) costs can be high, and the pressure drop occurring because of the sensor can significantly increase the pumping costs. In such situations, a flow sensor with a low (non-recoverable) pressure drop is selected. |
Remember that the total cost includes costs of transmission (wiring around the plant), installation, documentation, plant operations, and maintenance over the life of the sensor.
See a reference on engineering economics to learn how to consider costs over time, using principles of the time value of money and profitability measures. |