Functional block diagram is a language that is very popular in PLC programming, for the various advantages it provides. Its high graphical representation and advanced diagnostics prove as a very handy tool for PLC programmers.
Introduction to Functional Block Diagram
One of the most popular platforms in industrial automation is Rockwell Automation. The software used in it, Studio 5000, is a very advanced software for PLC programmers. The functional block diagram is present in this software too. We will start a series of this language used in Studio 5000. Starting with the first post here, we will see a brief introduction and overview of the functional block diagram in Studio 5000.
Functional block diagram is available for programmingin Studio 5000. Whenever you want to design a logic in this language, you will select a functional block diagram from the options and then you can work on it.
Studio 5000
Let us have a look at some introductory features of this language in Studio 5000:
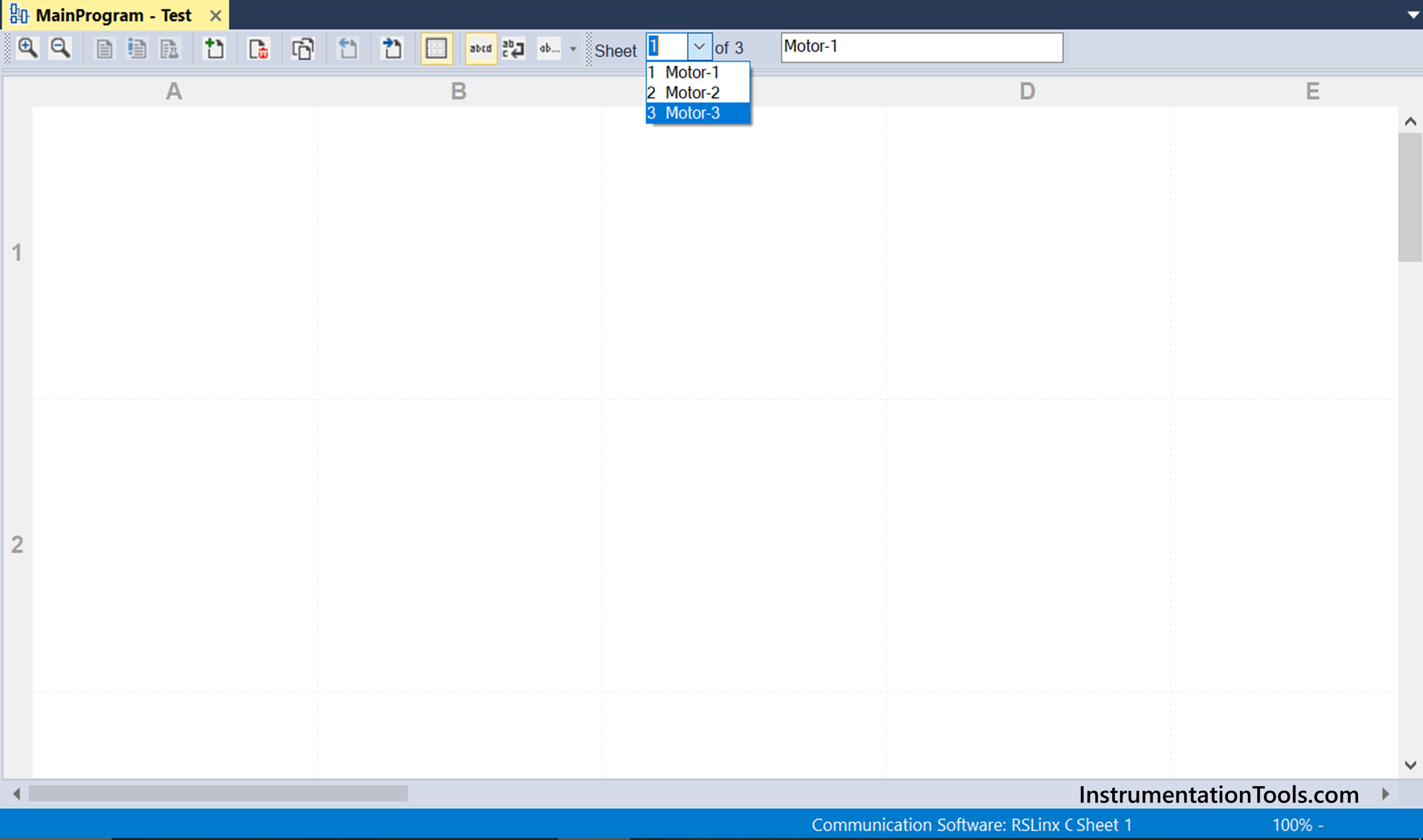
- You can organize sheets in a single routine. This feature is available only in Rockwell automation. This means, suppose you write a routine named motor logic. There are 12 such motors, each having the same or interrelated logic. Instead of writing 12 different routines or sections, write a single section. In that section, use 12 different sheets. This will help to minimize the program view and also simplify troubleshooting for programmers. They make the logic easier to locate and use. Refer to the below image for a general understanding.
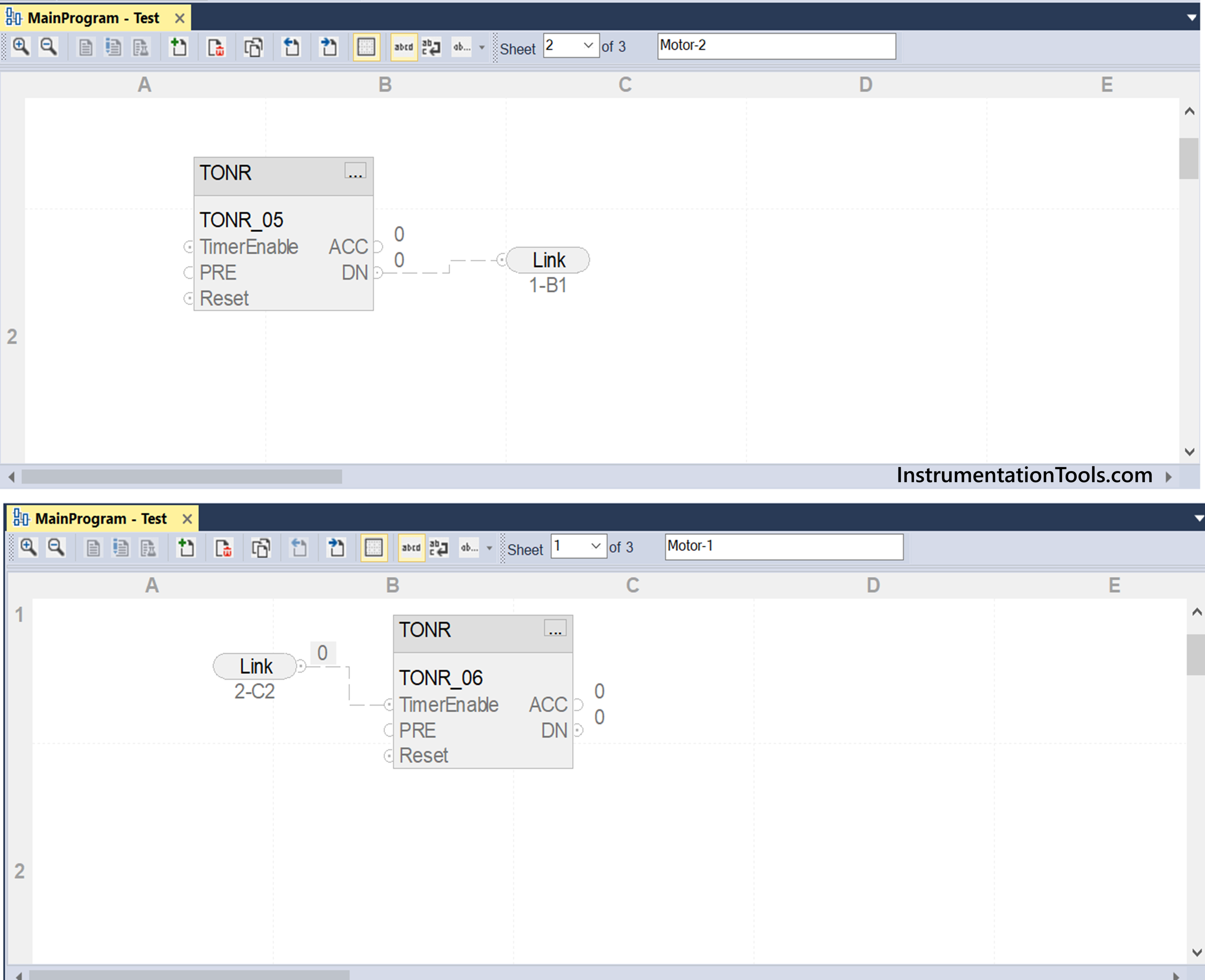
- As sheets are provided, this software provides one interesting feature to interlink the sheets – a wire connector. You can link internal tags here, which will not be used by PLC CPU execution. These tags are solely used for interlinking sheets. This means suppose there are 2 sheets. You want to link the output of a block in the first sheet to the input of a block in the second sheet. Instead of creating variables or dynamic linking of block outputs, you can create local variables which will only be used in wire connectors for linking a sheet. These variables will not be written any value by PLC, but just be used for navigating. Refer to the below image for more information. Here, you can see that the timer output in sheet-2 is linked to a timer input in sheet-1 using a tag called link. This tag is static and not written by PLC, but merely used for navigating to a sheet (you can see the link as 1-B1 or 2-C2, with the number denoting sheet number and alphabet denoting object positioning).
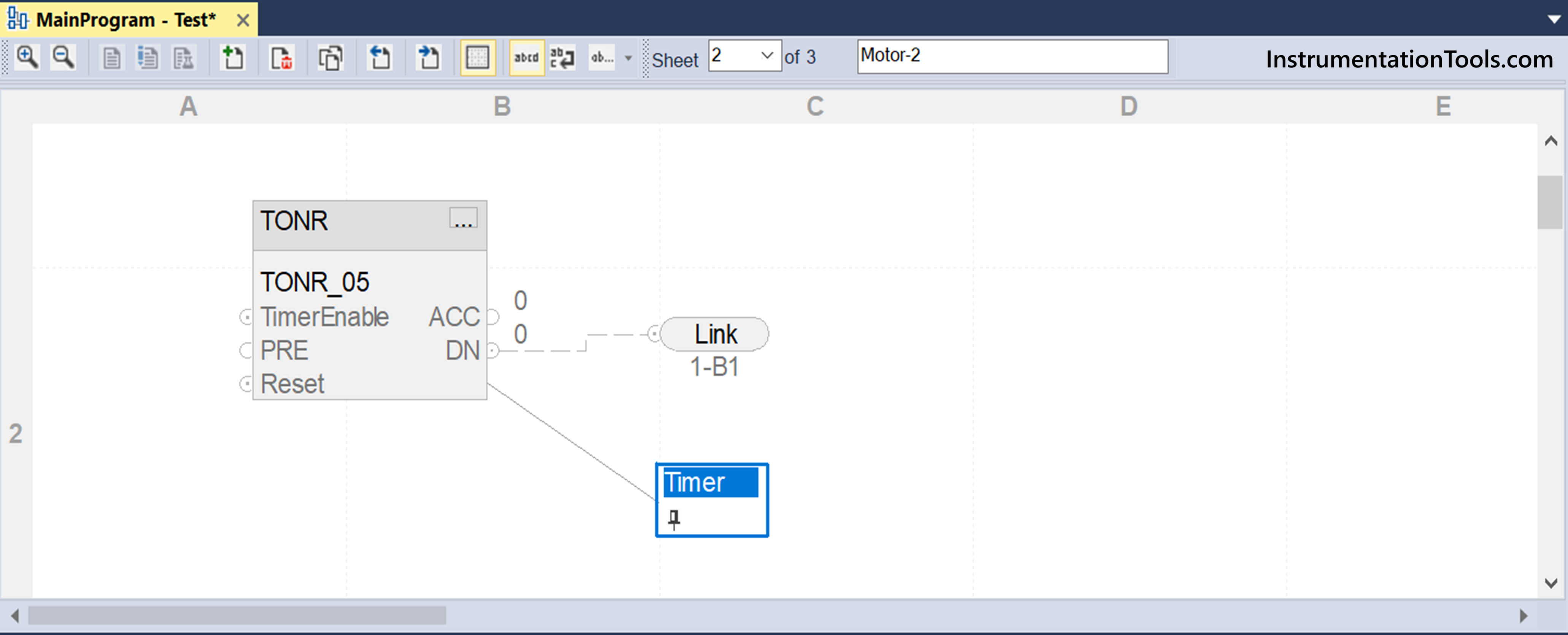
- You can assign a text box, which is nothing but a comment. Then, you have the option of attaching this text box to an object in the program. This indicates the use of the object in the program. Refer to the below image. Here, a text box named timer is attached to the timer in the program. It is just an indication or comment for the same.
- You can draw block diagrams as usual and link them to represent a proper block diagram. If you are falling short in building and linking blocks, then you can change the sheet size from letter to A0, in the sheet layout option.
- Apart from that, all the available blocks in the software can be used and placed in this language.
In this way, we saw a brief introduction to functional block diagrams in Studio 5000. In the next post, we will see how to define the order of execution with an example.
Read Next:
- Motor Control Signal Interface Theory
- Highway Lights Program using RTC in PLC
- Product Sticker Machine PLC Programming
- PLC Programming for Digital Alarms System
- PLC Product Painting with Weighing System