If there is an instrument (sensors, controllers, actuators, or whatever) that suffered irregularities, then the first action is to investigate, then necessary actions to be taken as per the inspection report.
Instrumentation Inspection Report
Here is the investigation report I ever made, the job troubleshooting a tubular PSV models are mounted on a fire pump unit.
================================================== =========================
EQUPMENT INSPECTION REPORT
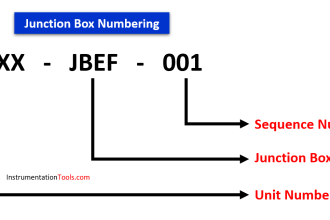
EQUIPMENT TAG NUMBER: XXXXX-XXXX
EQUIPMENT DESCRIPTION: FIRE PUMP “A” DISCHARGE PRESSURE SAFETY VALVE
SERVICE: FIRE SUPPRESSION SYSTEM
REPORT DATE: JANUARY 2, 2009
- Equipment Data
TAG NUMBER: 71PSV-0209
MANUFACTURER: CLA-VAL
SIZE: 8 “
CAT. NO .: 850-20
STOCK NO .: 20325618B
CODE: YM
-
Failure Description
Based on the previous performance test it was Reported that PSV was cracking open at 110PSI instead of it supposed to be at 200 PSI
Summary of Finding
- Previous reports regarding failure PSV was reviewed restaurants.
- Inspect the internal part of the PSV.
- PSV was pressure tested with pressurized water and water as a medium.
- Adjusted PSV, set at 200psi
- Performed fire pump performance test (this step included the performance of the PSV at once)
- Found 1710 GPM at 153 PSI
Site D. Observation and Inspection
Manpower Involved:
- 3 Instrument technicians
- 2 Mechanical technicians
- 1 field operator
Before Observation Inspection:
Based on the previous report, regarding the failure of the PSV of fire pump A, it is Reported that PSV started to crack at the discharge pressure of below of 110PSI (based in the P & ID, the setting supposed to be 200psi)
Prior to go too far to the investigation and troubleshooting, down below is following the principle of the PSV used:

Function Testing:
Prior to go to the further investigation and inspection, for a base-line information purpose, the function test needs to be Carried out. Following procedure was Carried out to perform functional testing of the PSV
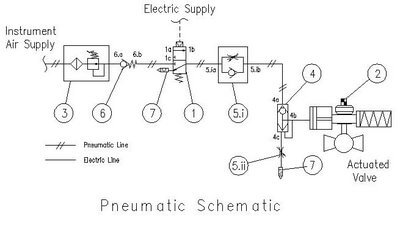
To adjust the settings PSV to its design, it was required to provide a 200 PSI pressure signal source to Simulate the process pressure. To carry out this task, it was Also required to do some tubing lines modification to provide an adjustment arrangement as shown in the following figure 1b.

After modification has been done and all equipment required are in place:
- 1. Fire pump was run to provide PSV inlet pressure (pump discharge pressure) at 100 PSI.
- 2. pressured up hand pump while the monitor P2, P2 found equal to the inlet pressure (ie 100 PSI)
- 3. At pressure from the hand pump Reached 110PSI (indicated resources at P1), P2 started to drop down to 45 PSI, it was indicated resources that the PSV started to open and passed the pressure from the inlet line down to overboard.
- 4. Adjusted pilot regulator (clock-wise) up to the maximum it can turn, but the P2 could not reach 100 PSI as it supposed to be. This indicated resources that the PSV was passing
- 5. Based on this finding, INTERNAL PART INSPECTION needs to be done.
-
INSPECTION
1.1 Removal
Internal parts for inspection purpose, the PSV was rotated from the spool to be Able to inspect its internal parts. Figure 2 below shows how the PSV rotated out of the spool.

1.2 Leak Test without Pressure
After rotated and the internal parts can be seen, then the downstream side of the PSV (upper position) was filled with water to check the diaphragm tightness during no pressure.
And the result was no water Came out from the upstream side of the PSV (lower position), this indicated resources that the diaphragm was fully tight during no pressure both at the diaphragm chamber and the process side.
See figure 2 below to look more detail.

1.3 Leak Test with Pressure
To check if the diaphragm leaks under pressure, then with upper side still filled up with water, the diaphragm chamber was pressurized with fresh water as a medium with 95 PSI of pressure.
During this step, water Came out from upper side of the PSV (downstream side) which was Indicating that the diaphragm leaks (see figure 4b, green colored illustration).
Then the pressurization medium was changed with pressurized water (100 PSI) instead of fresh water. See figure 4a below to see how the pressurized water / water was applied.

No pressure penetrated thru the diaphragm with water as a medium. This was proving that somehow, the leakage has been fixed by stimulate de-formatted diaphragm to back to it’s tubular form.
1.4 Re-installation
After inspection was completed, the PSV put onto the piping as shown in figure 5 below

2. ADJUSTMENT / resetting
To adjust the settings PSV to its design, it was required to provide a 200 PSI pressure signal source to Simulate the process pressure.
To carry out this task, it was Also required to do some tubing lines modification to provide an adjustment arrangement as shown in the following figure 6b.

After modification has been done and all equipment required are in place:
- Fire pump was run to provide PSV inlet pressure (pump discharge pressure) at 100 PSI.
- Pressured up hand pump while the monitor P2, P2 found equal to the inlet pressure (ie 100 PSI)
- At pressure from the hand pump Reached 120PSI (indicated resources at P1), P2 started to drop down to 45 PSI, it was indicated resources that the PSV started to open and passed the pressure from the inlet line down to overboard.
- Adjusted pilot regulator (clock-wise) up to the maximum it can turn, hence P2 back to 100 PSI equal to the inlet pressure.
- Pumped up again hand pump up to 200 PSI, hold the pressure of the hand pump at 200 PSI.
- Turn the pilot regulator anti-clockwise to Decrease the setting, until the P2 drop down to 45 PSI, which was Indicating that PSV started to crack.
- After the pilot regulator was set at 200 PSI, while P2 stay at 45 PSI at that moment, Decrease pressure at the hand pump until P2 Increased Gradually equal to the inlet pressure (100 psi).
- It was found P2 back to 100 PSI at P1 (hand pump or pilot pressure) was 180 PSI).It indicated resources that the PSV is fully closed at the pilot / sensing pressure at 180 PSI.
- PSV is stated as a Correctly set at desired set point at 200 PSI.
3. PERFORMANCE TEST
- Reinstalled all of the tubing lines of the PSV, as the original arrangement, as shown in figure 6a above. But let P2 installed.
- Performed the following procedure (refer to figure 7)
- Inform the operator panel that the job will be Carried out
- Put the engine in manual mode
- Open antisurge valve 100%
- Put antisurge valve controller in AUTO mode
- Put engine at minimum throttle valve position
- Fire-pump engine start either with a battery or pneumatic starter
- Gradually Increased engine speed to the rated speed (1760 RPM)
- Monitor and record performance (see attached log sheet)
- Close ASV by 10% so it will open 80%, a record performance as per the log sheet
- Repeat step 9 by 10% decrement of ASV opening or until the discharge pressure is 150 PSIG.
- Open ASV 100%
- Gradually Decrease engine speed and stop it
- Put ASV at 25%
- Open discharge valve of the fire pump
- Put engine control in AUTO mode and the nominal speed


E. Parts Required
- Diaphragm (internal part)
F. Pictures




G. Root Cause Failure
It is suspected that the tubular diaphragm was Temporarily de-formatted (created small tiny holes) by the sudden pressure at PSV’s inlet during the commissioning phase, causing the water at the diaphragm chamber escaped thru the diaphragm to the PSV’x outlet hence the open PSV (or crack open)
Why during the performance test it worked perfectly? This is suspected that the small tiny hole created by the de-formatted diaphragm was back to its original form and the hole closed, hence the PSV works properly.
======== ========= END OF REPORT








Por todo eso es que la ingeniería industrial es una ciencia exacta, que aplica muchos conocimientos de física, matemática, estadística, y lógica. Es una aplicación del método científico. search from old books of mecanical engeniery.
Translated from Spanish to English : For all that, industrial engineering is an exact science, applying many knowledge of physics, mathematics, statistics, and logic. It is an application of the scientific method. Search from old books of mechanic engeniery