Tube bending is something of an art, especially when done with stainless steel tubing. It is truly magnificent to see a professionally-crafted array of stainless steel instrument tubes, all bends perfectly made, all terminations square, all tubes parallel when laid side by side and perfectly perpendicular when crossing.
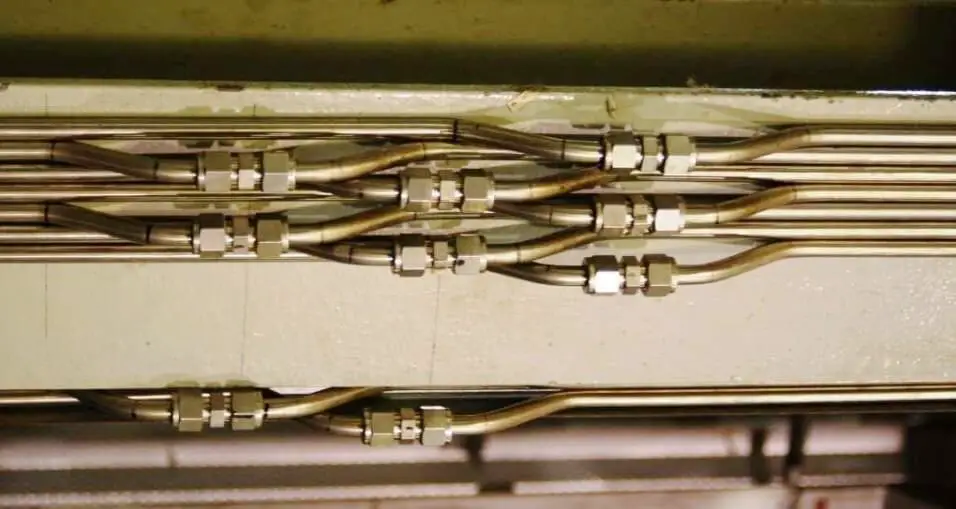
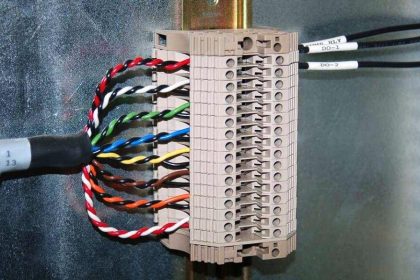
If possible, a goal in tube bending is to eliminate as many connections as possible. Connections invite leaks, and leaks are problematic. Long runs of instrument tubing made from standard 20 foot tube sections, however, require junctions be made somewhere, usually in the form of tube unions. When multiple tube unions must be placed in parallel tube runs, it is advisable to offset the unions so it is easier to get a wrench around the tube nuts to turn them. The philosophy here, as always, is to build the tubing system with future work in mind. A photograph of several tube junctions shows one way to do this:
If an instrument tube must connect between a stationary object and a vibrating object, a straight (square) run of tube is actually not desirable, since it will not have much flexibility to absorb the vibration. Instead, a vibration loop should be made in the tube, giving it the necessary elasticity to tolerate the vibrational stresses. An example of a vibration loop placed in the air supply tube going to a control valve appears in this photograph:

When bending such a loop, it is helpful to use the circumference of a large pipe as a mandrel to form the tube rather than attempt to form a loop purely by hand.
Special tubing tools
A variety of specialized tools exist to help tubing installers work with compression-style tube fittings. One of these special devices is an electronic power tool manufactured by American Power Tool expressly for use with instrument tube fittings:

The Tube Bending Machine (Aeroswage SX-1) has a microprocessor-controlled electric motor programmed to rotate a tube fitting’s nut to a precise angular dimension, in order to properly swage the fitting. The tool comes complete with a holding jig to engage the body of the tube fitting, in order that all tightening torque is borne by the tool and not imposed on the person operating the tool:

Not only does this feature reduce the amount of stress placed on the tube fitter’s hand and wrist, but it also enables the tool to be used in the demanding environment of zero gravity, for example aboard a space station. In such an environment, torque applied to the tool operator could be disastrous, as the human operator has no weight to stabilize herself.
This next pair of photos shows how the tool is able to support itself on a piece of stiff ( 1/2 inch stainless steel) tubing, and indeed may even be operated hands-free:

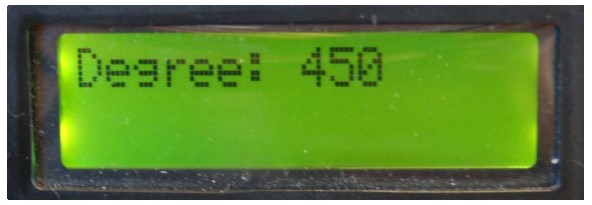
The amount of rotation is programmable, enabling the tool to be used with different kinds of fittings. For standard industrial Swagelok compression fitting sizes ( 1/4 inch, 3/8 inch, and 1/2 inch), the recommended swaging rotation of 1-1/4 turns may be entered into the tool as a tightening angle of 450 degrees:
Being a microprocessor-controlled device, the SX-1 has the ability to digitally record all actions. This is useful in high-reliability production environments (e.g. aerospace tube installation) where individual tube fitting data are archived for safety and quality control purposes. This data may be downloaded to a personal computer through a serial port connection on the side of the tool. Here you can see the tool’s digital display showing the recorded action number, tightening angle, date, and time etc.
For large instrument compression fittings, hydraulic swaging tools are also available to provide the force necessary to properly compress the ferrule(s) onto the tube. Instrument tube manufacturers will provide specific recommendations for the installation of non-standard tube types, sizes, and materials, and also recommend particular swaging tools to use with their fittings.





Put some extra notes on bending accuracy tips, how to read tubing work sheet or hookup drawing for tube fitters…
It caught my attention when you said that tube bending aims to eliminate as many connections as possible since they only invite leaks. Speaking of leaks, my family owns a beer brewery company and it seems like we need a new piping system for one of the factories soon. I’ll be sure to keep this in mind while I look for a tube-bending company that can help us with the new piping system in the factory soon.