What vibration analysis tells you
Among the most important mechanical faults that vibration analysis can reveal are:
Imbalance: A “heavy spot” in a rotating component causes vibration when the unbalanced weight rotates around the machine’s axis, creating a centrifugal force. As machine speed increases, the effects of imbalance become greater. Imbalance can severely reduce bearing life as well as cause undue machine vibration.
Misalignment/shaft runout: Vibration can result when machine shafts are out of line. Angular misalignment occurs when the axes of (for example) a motor and pump are not parallel. When the axes are parallel but not exactly aligned, the condition is known as parallel misalignment. Misalignment may happen during assembly or develop over time, due to thermal expansion, components shifting, or improper reassembly after maintenance. The resulting vibrations may be in the direction of the rotation, along the shaft axis, or both.
Wear: As components, such as bearings, drive belts, or gears, become worn, they may cause vibration. When a roller-bearing race becomes pitted, for instance, the bearing rollers will cause a vibration each time they travel over the damaged area. A gear tooth that is heavily chipped or worn, or a drive belt that is breaking down, can also produce vibration.
Looseness: Vibration that might otherwise go unnoticed may become obvious and destructive if the component vibrating has loose bearings or is loosely attached to its mounts. Such looseness may or may not be caused by the underlying vibration. Whatever its cause, looseness can allow any vibration present to cause damage, such as further bearing wear or wear and fatigue in equipment mounts and other components.
Benefits of vibration analysis
Predictability: Studies have shown vibration analysis can provide early warnings of impending machine failure, giving maintenance staff time to schedule required repairs and acquire needed parts.
Safety: Having information about machine health enables operators to take faulty equipment offline before a hazardous condition occurs.
Revenue: Well-maintained machines have fewer unexpected and serious failures, helping to prevent production stoppages that cut into the bottom line. Increased maintenance intervals: When machine health is being tracked, maintenance can be scheduled by need, not just by accumulated hours of operation.
Reliability: Monitored machinery has fewer unexpected or catastrophic failures.
Cost savings: Running machinery until failure often results in more expensive repairs, overtime, and forced purchases. Twenty-five years of documented savings show a 20:1 benefit-to-cost ratio for vibration analysis programs.
Peace of mind: A better understanding of machine health builds confidence in maintenance schedules, budgeting, and productivity estimates.
Purpose of Vibration Measurement
Vibration — however subtle and unnoticed by human senses — is a telltale sign of machine condition. Abnormal vibration indicative of problems with an industrial machine can be detected early and repaired before the event of machine failure; because such a failure is potentially costly in terms of time, cost, and productivity, vibration measurement allows industrial plants to increase efficiency and save money. Therefore, vibration analysis is used as a tool to determine equipment condition as well as the specific location and type of problems.
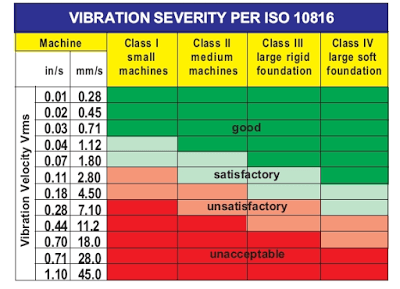
Vibration Severity
The severity of machine vibration is standardized by the International Standards Organization (ISO) in the ISO 10816 publication. The standard describes acceptable vibration levels for four different classes of machines. This data, as laid out in the chart below, proves useful as a reference point when analyzing vibration measurements.
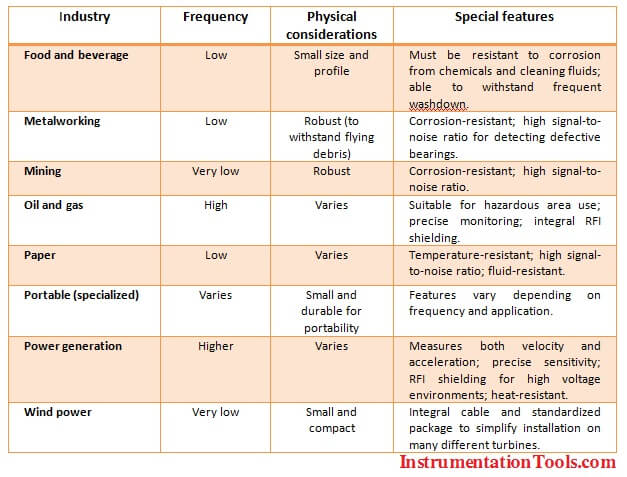
Applications and Industries
The table below describes the industries which commonly use vibration measurement, as well as the product traits for sensors designed for each. The unique characteristics of each industry determine ideal sensor characteristics; for example, the very slow rotation of turbines in the mining and wind power industries results in the use of a vibration sensor with a very low frequency response of around 1 Hz or less. In contrast, the oil and gas industry requires high frequency (greater than 10 Hz – 10 kHz) sensors to cope with the faster rotation of turbines and gears.
Standards
Standards related to vibration measurement are published and maintained by numerous standards bodies.
Examples of these include:
BS 7385 (Evaluation and measurement for vibration in buildings)
SAA AS 2625.1 (Evaluation of machine vibration by measurements on non-rotating parts)
ISO 10816 (Evaluation of mechanical vibration on non-rotating parts)







Type of vibrations & working principles?
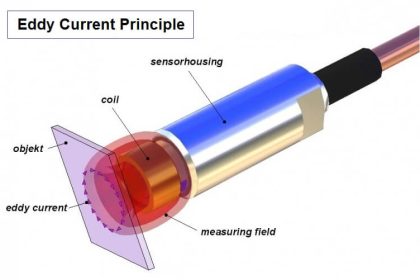
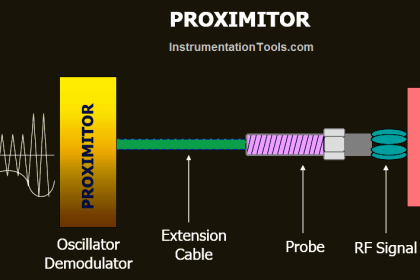
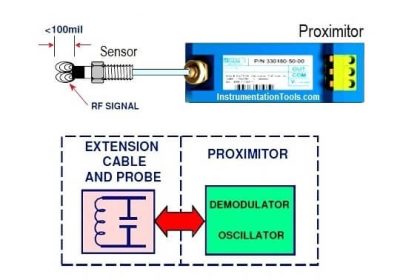
how an eddy-current proximity probe works: An eddy-current probe works by passing an alternating current through a coil of wire and measuring the coil’s impedance. This impedance changes when the probe is brought near an electrically conductive material and the impedance change is proportional to the physical gap between the coil and the conductive target.
The sensing electronics in turn convert this impedance change to a voltage, providing an electrical output directly proportional to physical gap. The physical gap is called as gap voltage. When the machine vibration changes then this gap voltage will change and it is proportional to vibration.
Please click here to read types of vibration sensors & their principles briefly.