This article is about the use of midline instruction in the siemens PLC.
Many times, in industrial PLC programming we have to use the same rung condition with additional input.
Now, to write that same logic, again and again, become tedious and consume more time.
In siemens PLC software, TIA PORTAL and Simatic manager allow using midline (#) instruction to replace that whole rung with this midline instruction.
So, by using this instruction you can save lots of time and reduce the complexity of programming.
Midline Instruction
Let understand midline instruction with one simple example.
Step 1:
open TIA PORTAL or Simatic manager. Create a New Project. Open programming environment.
As you can see on the left side with (#) is a midline instruction.

Step 2:
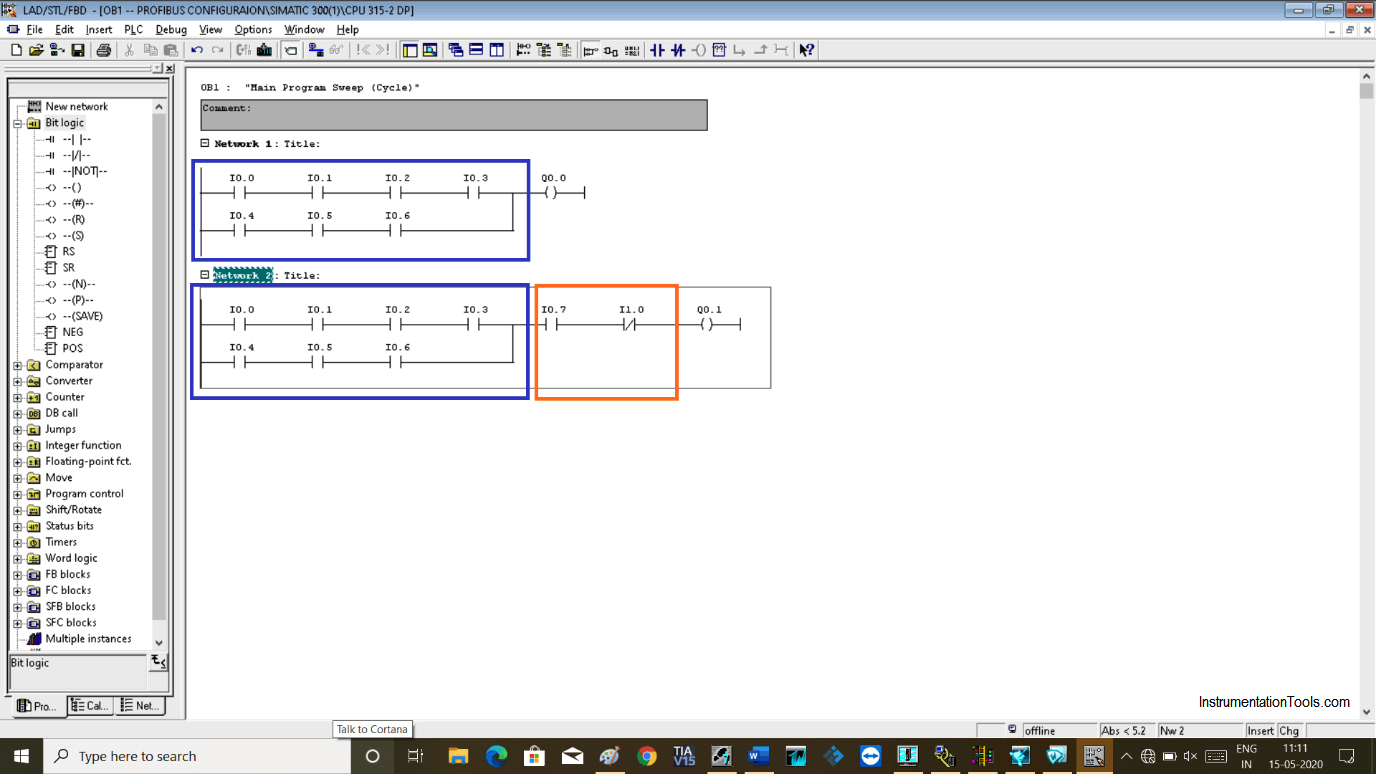
Let create a simple example. Here, you can see that Network 1 and Network 2 has the same input used till I0.6.
To write the same logic I will replace it with midline instruction.
Step 3:
You can see in the below window that I have replaced the same logic of Network 1 with midline instruction.
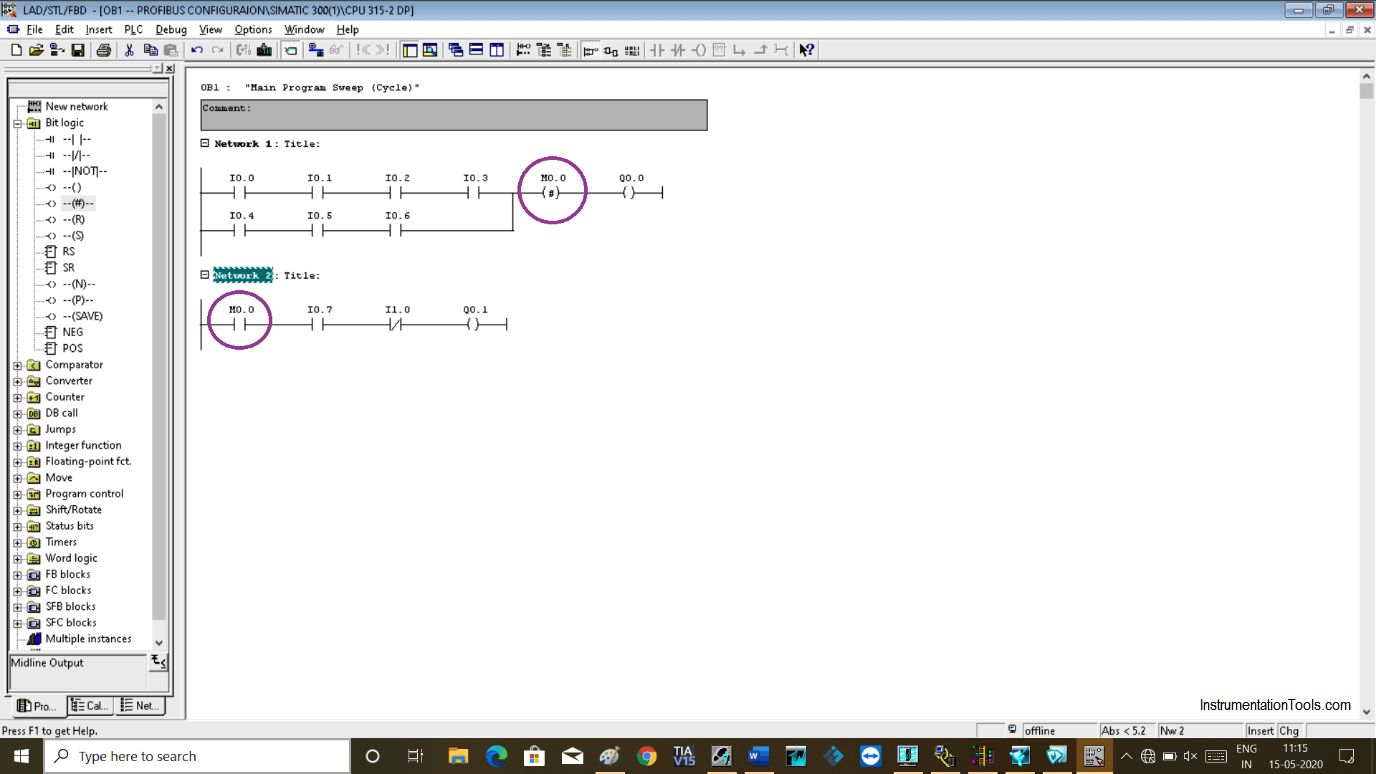
We have to add midline instruction at the end of the network. So, simply it copies all the data before it.
We have to use the same address in the second network.
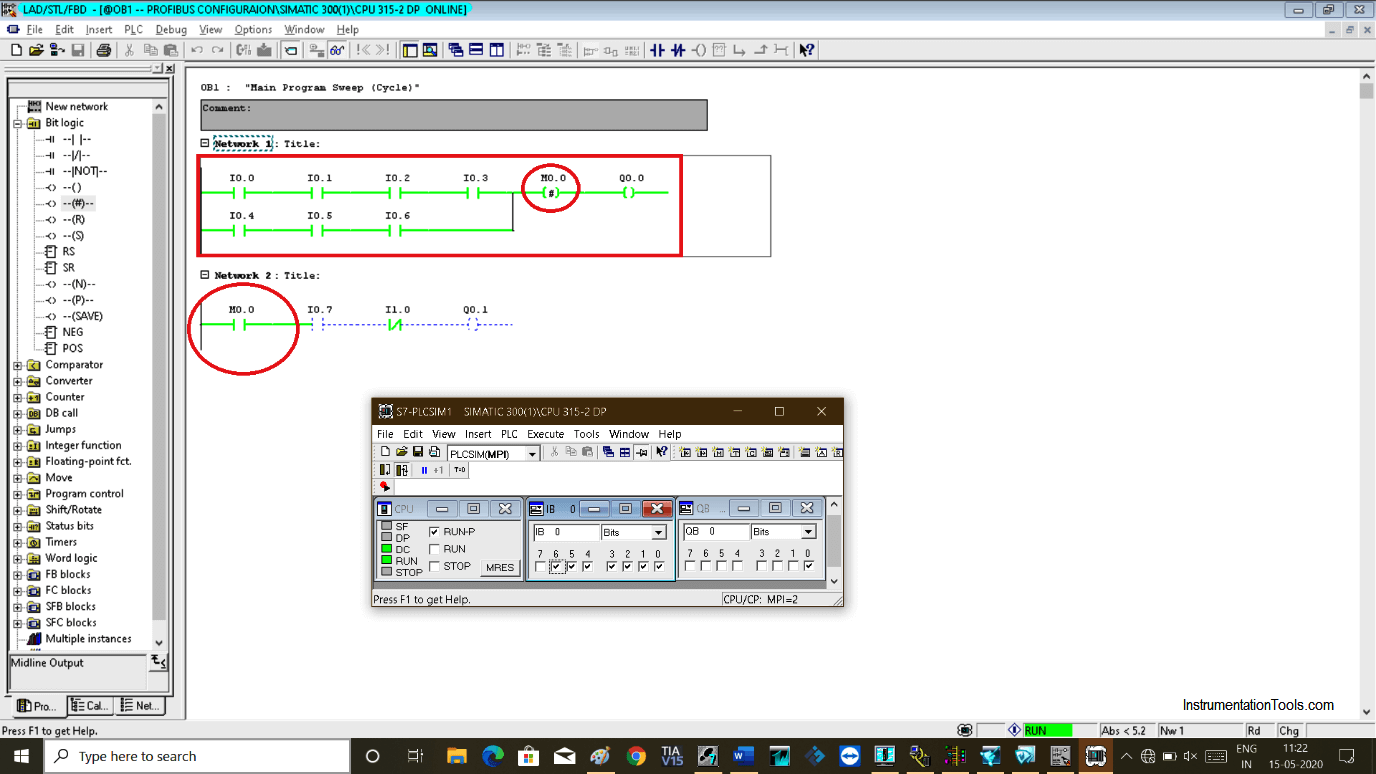
As we energize all the input midline instruction copies all the data. In the second network, M0.0 will stay energized.
Which reduces the time and complexity of logic, makes it simple.
Author: Suhel Patel
If you liked this article, then please subscribe to our YouTube Channel for PLC and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
- OPC in Old PLC Systems
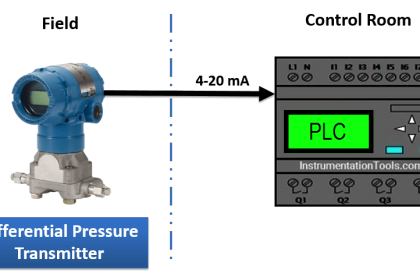
- Field instrument to Control Room
- What is SCADA System?
- Point to Point Network Topology
- Memory Structure of Siemens PLC