We already discussed Timers, counters and other instructions used in PLC programming. Sometimes we may need some operations in the PLC programs which involve blocks of data operations. The instructions like timers and counters handle single bit of data, either 1 or 0.
The data handling instructions deals with more than a bit, like moving or transferring numbers from one memory location to another, comparing data values or performs simple arithmetic operations.
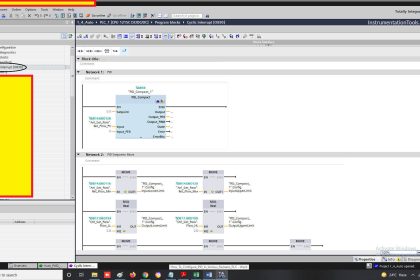
Move (MOV) Instructions
This output instruction moves the source value to the destination location. As long as the rung remains true, the instruction moves the data on each scan.
 Instruction in PLC")
Entering Parameters
Source is the address or constant of the data you want to move.
Destination is the address where the instruction moves the data.
Application Note: If you wish to move one word of data without affecting the math flags, use a copy (COP) instruction with a length of 1 word instead of the MOV instruction.
Using MOV for Variable Initialization

S:1/15 is a bit in the status date file that is energized for exactly one PLC scan when the PLC is placed in run mode.
It Can be used to condition the initialization of variables used elsewhere in the ladder logic.
Masked Move (MVM) Instruction
The MVM instruction is a word instruction that moves data from a source location to a destination and allows portions of the destination data to be masked by a separate word.
")
As long as the rung remains true, the instruction moves the data on each scan.
Entering Parameters
Source is the address of the data you want to move.
Mask is the address of the mask through which the instruction moves data; the mask can be a hexadecimal value (constant).
Destination is the address where the instruction moves the data.
Read Also: PLC Example with MVM Instructions
Bitwise And (AND) Instruction
This instruction performs a bit-by-bit logical AND. The operation is performed using the value at source A and the value at source B. The result is stored in the destination.

Source A and B can either be a word address or a constant; however, both sources cannot be a constant. The destination must be a word address.
Application Note: When entering constants, you can use the ampersand (&) operator to change the radix of your entry.
Instead of entering –1 as a constant, you could enter &B1111111111111111 or &HFFFF (Actual PLC only).
Nore – Use 1111111111111111B or FFFFH for the simulator purpose.
Read Also: Bitwise Logical Operations
Clear (CLR) Instruction
The CLR instruction is used to set the destination value of a word to zero.
 Instruction in PLC")
This instruction always sets the Zero (Z) flag (S:0/2). Other arithmetic status bits are always cleared (reset)
- S:0/0, carry (C)
- S:0/1, overflow (V)
- S:0/3, sign (S)
If you liked this article, then please subscribe to our YouTube Channel for PLC and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:






very useful, thanks