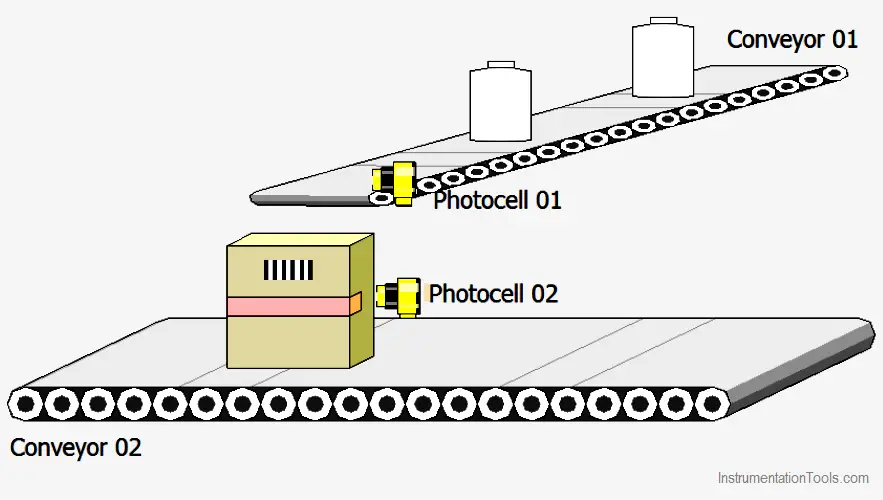
Write a PLC program so that if the start PB is pressed the cartons conveyors runs until the cartons sensors senses the presence of a carton and then runs the bottles conveyors till the bottles sensors sense the presence of the bottles 5 times, then the bottles conveyor stops and the carton conveyors run till the presence of a new carton and then repeat the process of packing 5 bottles till the stop PB is pressed.
Count the Number of Bottles
Note the best practice to learn the PLC programming is to start writing the PLC program, take your time before you review the answer.
Inputs & outputs
I0.0: Start Push Button (Normally open contact)
I0.1: Stop Push Button (Normally Closed Contact)
I0.2: photocell 01 (the photocell installed in the first conveyor).
I0.3: Photocell 02 (the photocell installed in the second conveyor).
Q0.0: conveyor 01.
Q0.1: Conveyor 02.
C1: Counter.
MW10: counter-current value.
M0.0: start-stop memory.
M1.0: carton full.
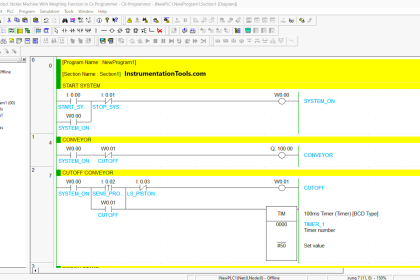
PLC Logic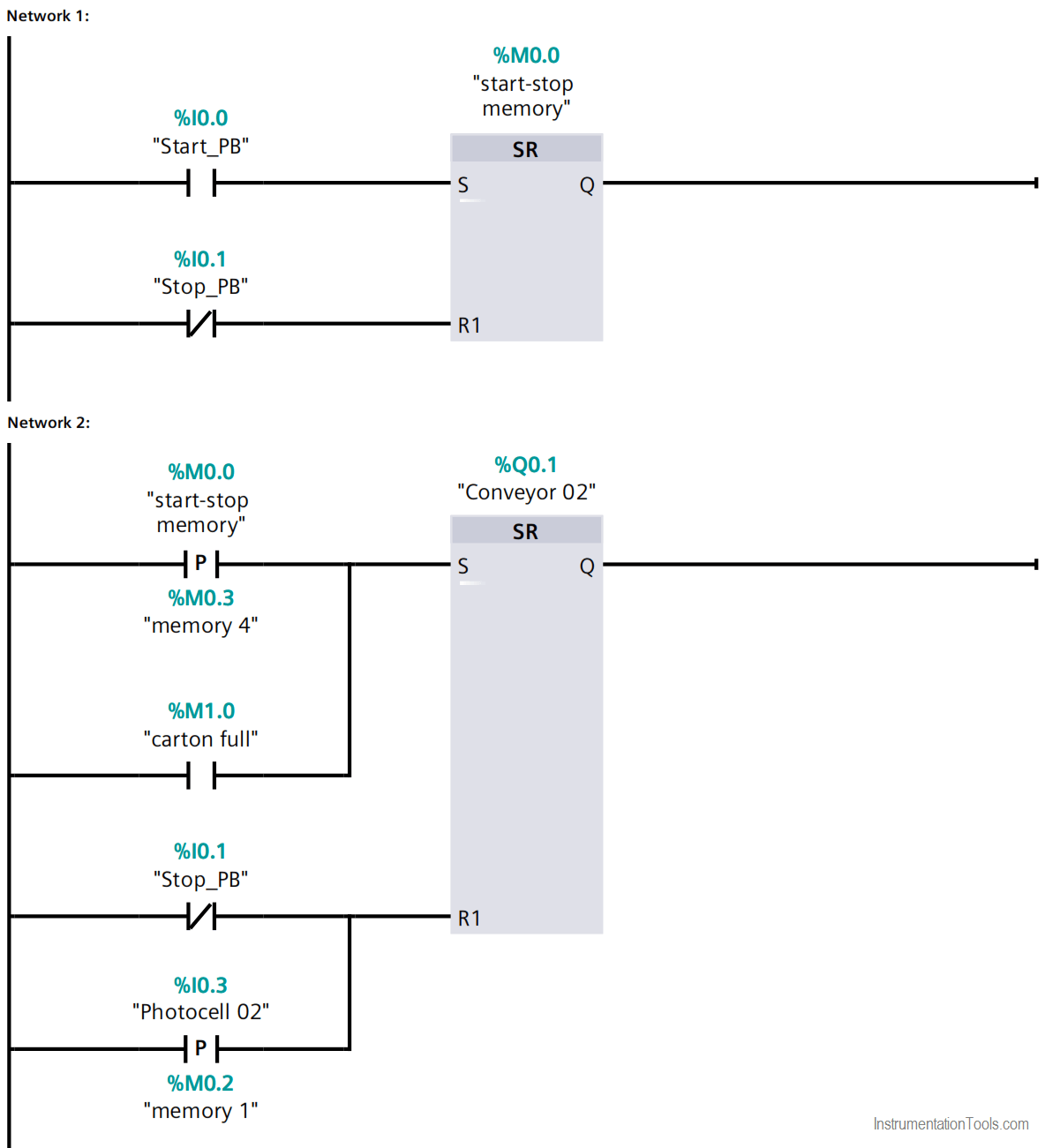
Explanation
Network 01
When the Start PB has pressed, the set coil of the SR flip flop is energized and the start-stop memory bit is on.
If the stop PB is pressed, the reset coil of the SR flip flop is energized and the start-stop memory bit is off.
Network 02
When the start-stop memory bit positive edge is detected or when the carton box is full, the set bit in the SR flip flop is energized and runs conveyor 02.
When the stop PB is pressed or the positive edge of photocell 2 is energized the conveyor 02 is stopped.
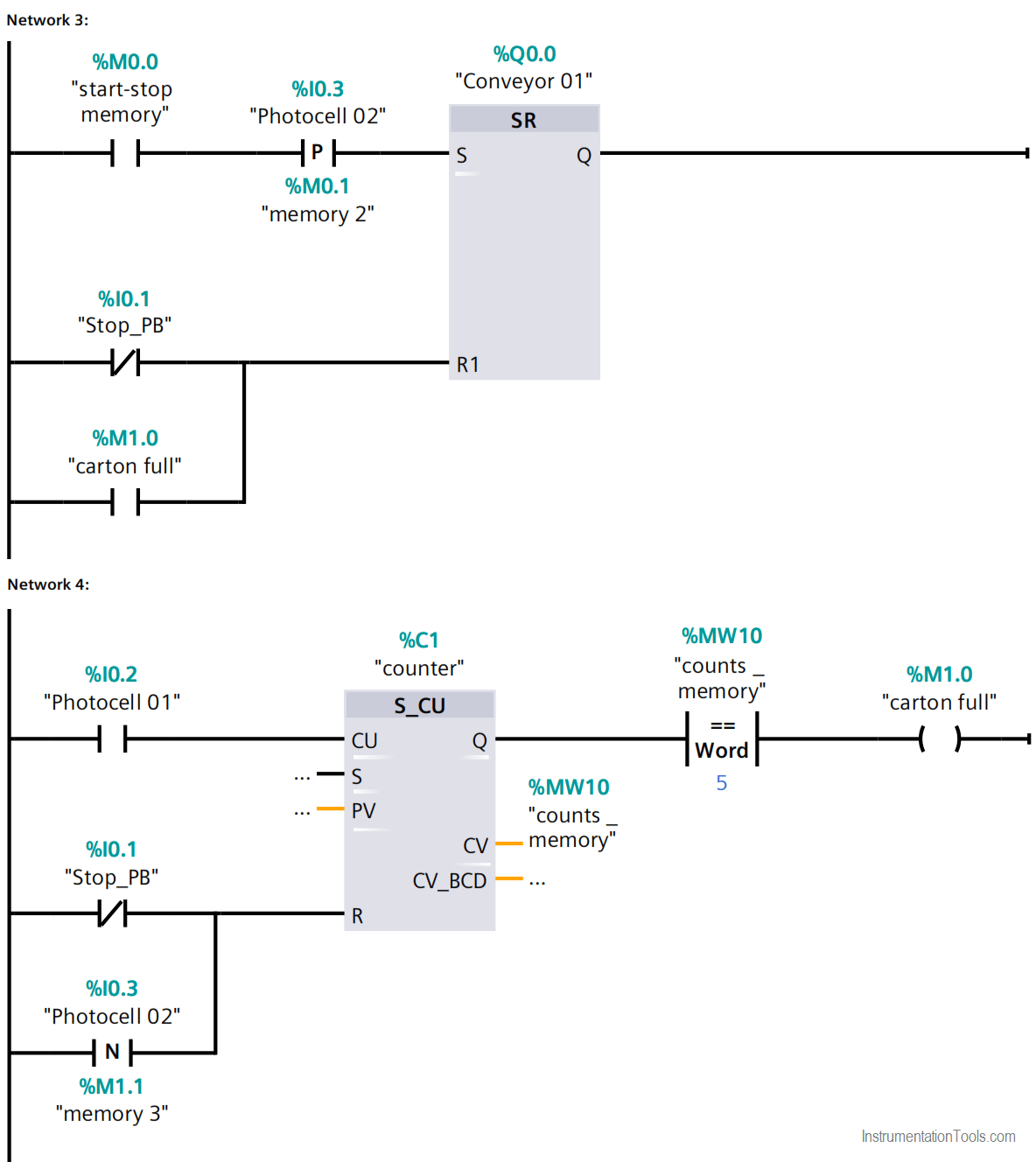
Network 03
When the start-stop bit is on and the positive edge of photocell 02 is detected the set bit is energized and runs conveyor 01.
When the stop button is pressed or when the carton is full the reset bit is energized and stops conveyor 01.
Network 04
Photocell 01 increments the counts in the counter C01 by one.
The stop PB or the negative edge of the photocell 02 reset the counter’s counts to zero, to make sure when the full carton moves away from the photocell 02 the counter is reset to 0.
The counter’s counts are moved to MW10 counts memory.
When the counts memory MW10 is equal to 5 the carton full bit is energized.
Author: Karim Ali Anwar
If you liked this article, then please subscribe to our YouTube Channel for PLC and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
- PLC and SCADA Software
- Example PLC Program
- Water Pump Control
- PLC Packaging System
- Bottle Filling System