PLC programs for tanks are a very common part of industrial automation, due to their high frequency of usage in various systems. Tank level control needs to be done properly for efficient filling or draining operation.
Otherwise, the devices controlling the level will get pressure and result in some untoward incidents. In PLC programming, we will see a case on how to drain different products from two tanks using a functional block diagram. We will do it in FBD language, due to its high quality of troubleshooting and ease in writing.
Tanks Draining Control in PLC
Let us understand the problem and scenario first. There are two tanks. Each tank has a drain pump connected to it for draining the corresponding liquid. The outlet of both the pumps merge in a single header and fill a third tank. This means that the third tank will store a mixture of both the liquids.
The first tank will drain to a higher level, as compared to the second tank. So, the mixture will be a higher ratio of the first tank and a lower ratio in the second tank. The logic is such that only one pump will drain at a time, on the condition that the draining tank will be filled with desired level and the other tank will be empty with desired level.
PLC Functional Block Diagram
Now, let us write the PLC logic. The PLC IO’s are – two analog inputs (level of two tanks), and two digital outputs (two pumps). Refer to the below image.
The first part at the top, consisting of three blocks, will be used for the first pump. The second part in the bottom, consisting of three blocks, will be used for the second pump.
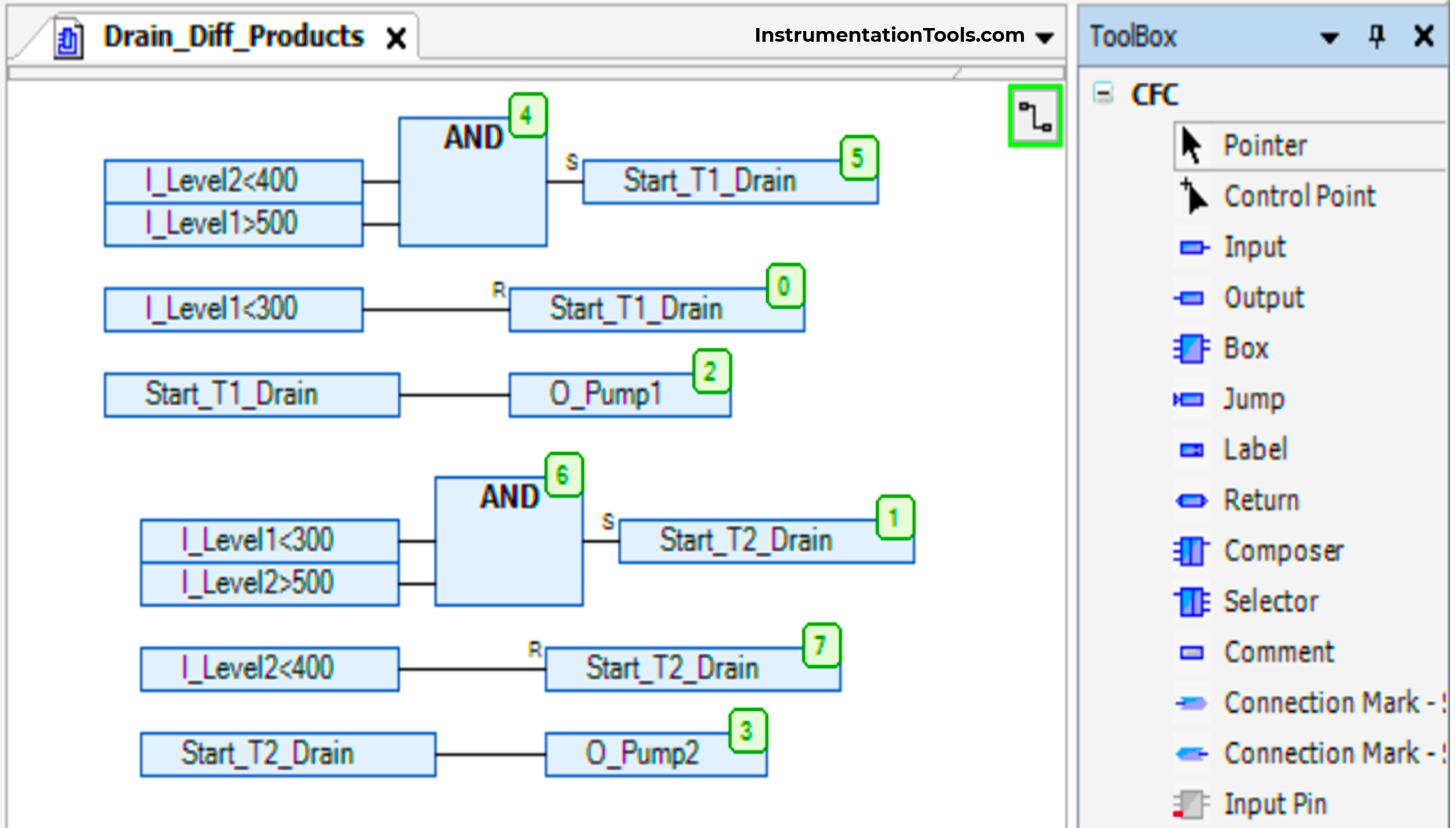
When the level of the first tank is above 500 liters and the level of the second tank is below 400 liters, then a bit named start_T1_drain will set and it will turn on the first pump. As long as the bit is set, the pump will remain on. When the level of the first tank goes below 300 liters, then that pump will turn off as we reset that bit.
Let us go to the second tank now. When the level of the second tank is above 500 liters and the level of the first tank is below 300 liters, then a bit named start_T2_drain will set and it will turn on the second pump. As long as the bit is set, the pump will remain on. When the level of the second tank goes below 400 liters, then that pump will turn off as we reset that bit.
This shows that the first tank drains around 200 liters, and the second tank drains around 100 liters; thus giving it a lower proportion. Tank filling logic is separate and not covered in this scope, as we are concerned with only draining.
The interlocking of both the tanks in the logic ensures that only one pump drains at a time, and that too only when there is sufficient level and the other tank is near empty. Thus, any foul program activity is prevented.
In this way, we saw how to write a PLC program for draining different products from two tanks using a functional block diagram.
Read Next:
- Exhaust Fan Control: Example of PLC Timer Logic
- Wood Sawing and Blower System: PLC Control
- Automation Solutions Logic for Stairway Lighting
- PID Controllers in Closed Loop Control Systems
- PLC Programming for Pumping and Draining System