In industrial automation, there are many new technologies for making a system work more efficiently and accurately. Apart from a PLC, there are other types of controllers available for proper operation. One such device is TDC.
TDC is a product of Siemens Automation and stands for Technology And Drives Control. There are very few devices in industrial automation that stand out in competition with it, due to its unique working.
TDC is used mostly in large-scale and critical applications requiring uniformity, efficiency, synchronization, and accuracy. In this post, we will see the concept of Simatic TDC.
Siemens TDC
Siemens has a product as discussed earlier, called Simatic TDC (Siemens TDC). It is an automation system that comprises multiple processors mounted on a single rack. This processor can be said to be a PLC for simple understanding.
This means that it is modular in design. Modular PLC systems are ones where IOs can be expanded by either connecting through communication or by connecting to expansion slots of the CPU physically.
Apart from multiple PLCs thus, extra IOs can also be connected through modules. The rack is one where all the processors are mounted, and due to this common backplane architecture, data transfer happens quickly. It behaves as if the main CPU takes data from digital or analog IO modules in a normal single CPU connection, where you get the IO values instantly.
This architecture makes the product useful for machine automation applications, where synchronization and accuracy are a must. Also, as the name implies, it works specifically for connecting multiple VFDs and processing them quickly to talk with each other as smoothly as possible.
Refer to the below image. The TDC architecture consists of a rack, a processor of multiple quantities (each processor having Profinet connectivity), an optional communication module having Profibus DP connectivity, and DI and DO modules.
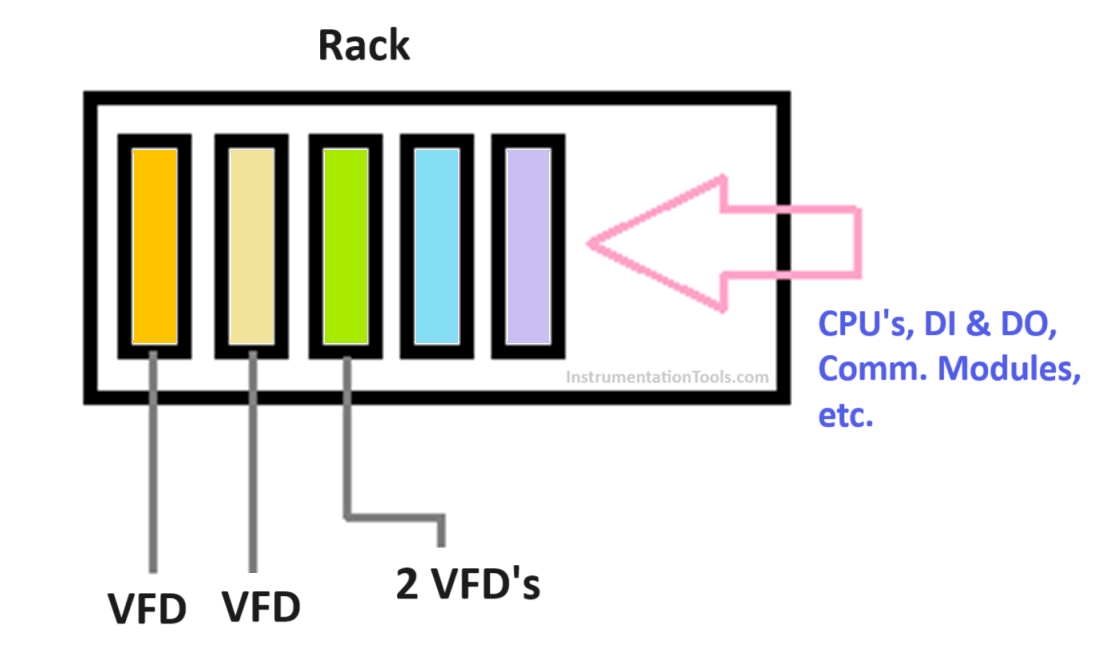
Each processor will be connected to either a single VFD or multiple VFDs, depending on the ports of each processor consumed. There are libraries inside the engineering software, that allow direct communication between each processor. This reduces the need for any extra programming to be done for communication.
Suppose there are 6 VFDs in the system for 4 processors. It is required that the second VFD be started after the first one and so on. This means they will be all interdependent. When any of the VFDs fails, the feedback must be passed to all the other VFDs; which will stop the process in sequence.
This task is done by the TDC, which will continuously synchronize data between all the VFDs. If multiple PLCs were used in this case, then communication between them would introduce some lagging time and this would affect the process in the long run or under emergency situations.
So, TDC makes tasks easier by using in-built libraries and allowing direct and swift communication between them. Each controller just needs to be programmed with the configuration and it will then automatically run in synchronization with other PLCs.
Looking at all this, we get to know that TDC is a closed-loop system. It works on feedback and this helps to run the VFDs in tandem with each other, with less amount of programming to be done.
Also, you get enormous status information due to the common rack system, which helps in easy diagnostics and troubleshooting of the system. The scan time is very less in this system which makes it faster for operation (can go up to 100 microseconds).
You can configure up to 20 processors per rack in this system. Likewise, a total of 44 such racks can be communicated and synchronized with each other. So, you can imagine how vast a system can be designed for complex machine automation controls.
If you liked this article, then please subscribe to our YouTube Channel for Instrumentation, Electrical, PLC, and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
- Free Schneider PLC Training
- Real-time PLC Automation Projects
- How to Choose a PLC for a Project?
- How to Configure Distributed IO?
- Siemens Tia Portal Free PLC Course