Online editing allows engineers to modify PLC logic while the plant is running, without stopping the controller or production. It is extremely useful during troubleshooting and commissioning because faults can be corrected immediately.
Risks of Online Edits in Running Plants

However, a running plant is a real-time system where motors, valves, drives, and PID loops are continuously reacting to program decisions every scan cycle. When logic is changed live, the PLC briefly reorganizes execution and memory internally.
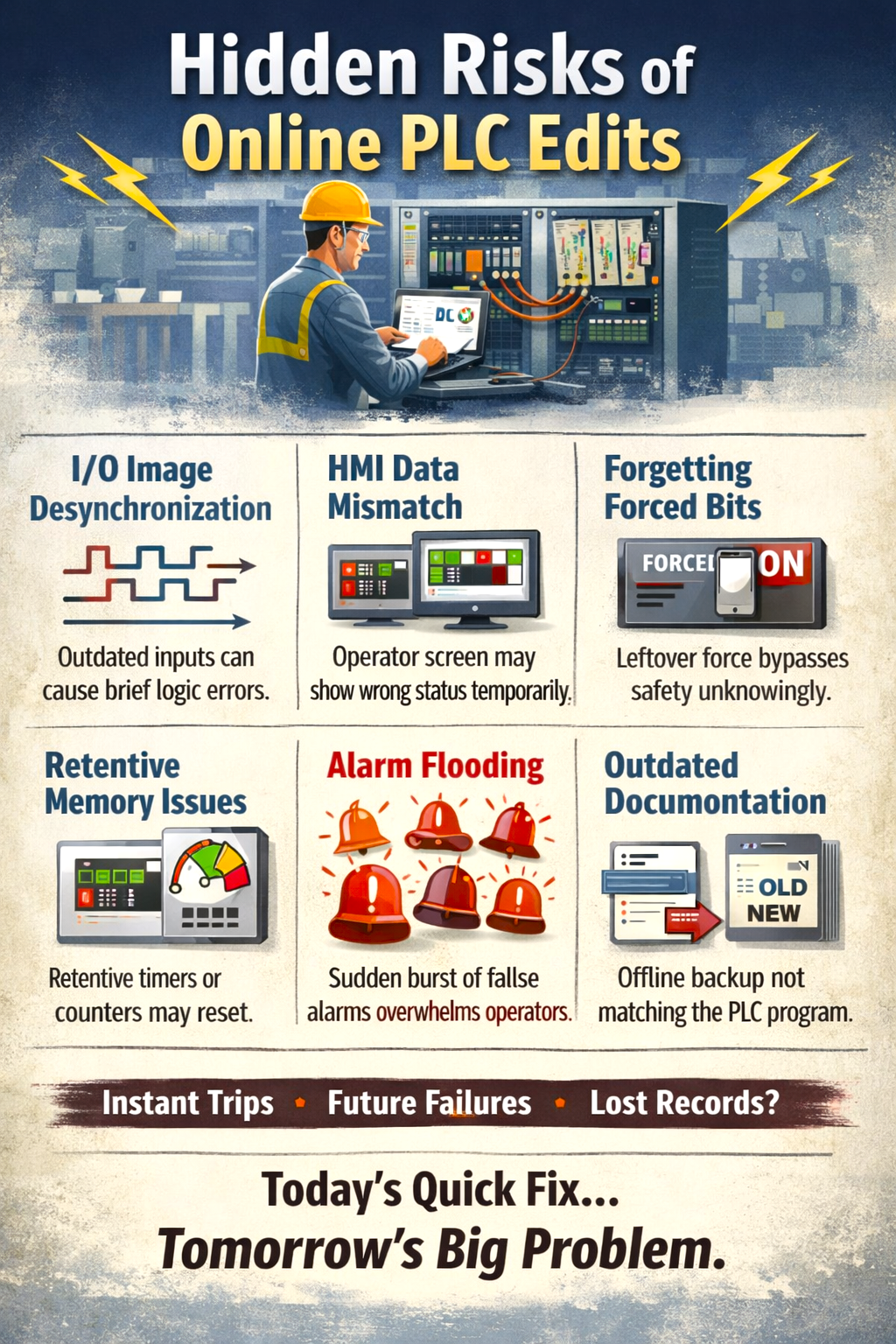
This can create momentary glitches, false signals, or reset conditions that are not visible in software but affect field equipment. Therefore, an online edit is not a simple correction, but a live intervention in an operating process system. We will see some hidden risks associated with it in this post.
Scan cycle disturbance
The first hidden risk of online edits is scan-cycle disturbance. A PLC executes logic in a continuous scan loop – read inputs, execute programs, and update outputs. When an online edit is applied, the controller must temporarily reorganize and recompile the modified section while still running the rest of the program.
During this brief transition, some rungs may execute with old logic and others with new logic, or a routine may skip execution for a scan. Even a one-scan disturbance can momentarily change output states, causing a valve to flicker, a motor interlock to drop, or a PID loop to spike. These effects are rarely visible in the software but can impact live equipment immediately.
One scan pulse creation
The next risk is one-scan pulse creation. Many PLC programs use latches, one-shot instructions, edge detection bits, or memory flags to detect a change from OFF to ON. During an online edit, the internal relationship between these bits can momentarily break. For one scan, the PLC interprets the condition as a FALSE-to-TRUE transition even though no real field signal changed.
The controller, therefore, thinks a start command occurred. As a result, a standby pump may start briefly, a solenoid may energize once, or a conveyor may jerk. The event lasts only milliseconds, so it is hard to trace later, but in a running plant, it can create trips, mechanical shock, or unsafe movement.
Timer and counter reset
The next hidden risk is the timer and counter reset. Timers, counters, and certain function blocks store accumulated values in memory while the process runs. When an online edit modifies related logic, data types, routines, or structured tags, the controller may reinitialize or reallocate that memory.
As a result, accumulated time or count values can reset unexpectedly. In batch processes, this may restart a heating, mixing, curing, or sterilization cycle without operators immediately noticing. Production continues, but the process sequence is no longer aligned with actual elapsed time. Later, quality deviations appear, and the root cause is difficult to trace because the reset occurred silently during the online modification.
IO image desynchronization
The next risk is I/O image desynchronization. A PLC does not read field inputs and write outputs continuously; it works on an internal I/O image that is updated every scan. During an online edit, the program execution timing can momentarily shift. For a scan or two, the logic may operate on slightly outdated input data while outputs are being updated under the new logic.
This small mismatch can cause incorrect decisions, such as interpreting feedback as missing, activating two outputs together, or briefly overlapping valve commands. Although the disturbance lasts only milliseconds, in tightly interlocked systems it can trigger alarms, trips, or unintended equipment responses.
HMI and PLC mismatch
Another hidden risk is HMI and PLC data mismatch. When a tag name, address, or logic behavior is modified online, the PLC updates immediately, but the HMI or SCADA system may still be reading cached or previously mapped data. Communication polling cycles and tag caching mean the operator screen can temporarily display incorrect status.
For example, the motor may actually be running while the HMI still shows it stopped, or an interlock appears healthy while it has already dropped. Operators make decisions based on the screen, not the PLC, so this short mismatch can lead to unsafe actions or improper manual intervention.
Alarm flooding
The last risk is alarm flooding. Many PLC alarm logics use latching, first-out detection, or rising-edge conditions to record when a fault occurs. During an online edit, logic conditions are briefly re-evaluated, and several bits may momentarily change state even though the actual process never failed.
The alarm system interprets these as new faults and sends many alarms to the HMI or SCADA at once. Operators suddenly see dozens of warnings and cannot distinguish the real problem from false ones. In confusion, they may stop the plant unnecessarily or miss a genuine abnormal condition hidden among the nuisance alarms.
In this way, we saw the hidden risks associated with online edits in running plants.