When you are writing a PLC program, the very first thing that you have to do is map the inputs and outputs (IO). PLC digital and analog IO’s must be given proper tag conventions because that defines their proper use in the remainder of the program further.
If the IO’s are not mapped and named properly according to actual field instruments, then the programmer will get confused in developing the logic afterward. There are some common and general methods which need to be followed for doing proper IO mapping in a PLC program. In this post, we will see the techniques for IO mapping in PLC.
What does it mean to map I/O in PLC?
PLC has four types of I/O’s – digital inputs, digital outputs, analog inputs, and analog outputs. They are connected in PLC in various electrical signals like 24V DC, 24V AC, 230V AC, 4-20 mA, 0-10V, RTD, or thermocouple. They are then converted to digital signals inside the PLC to make the processor understand.
Now, when you configure IO in PLC, you define the number of points to use, configure the type of analog IO, and configure the scaling of analog IO. After that, the next step comes in naming these IOs according to their corresponding convention.
Once the naming is done, you can either move these values to some internal memory words or use them directly in the program. This is called I/O mapping in PLC.
Types of I/O mapping in PLC
The main types of input-output mapping are mentioned below.
- Mapping I/O tags at hardware configuration
- Mapping I/O tags manually in the program
Mapping I/O tags at hardware configuration
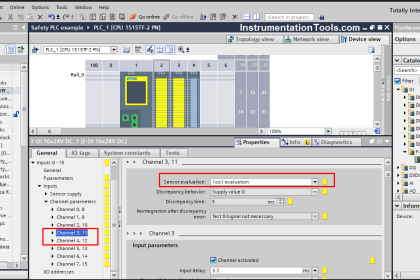
Let us see the first step which is very easy to use. As the name says, we can directly map the tags in the hardware configuration. Refer to the below image.
You can see that the first two inputs, I0 and I1, have been named as I_EmgStop and I_StartPb respectively. The first two outputs, Q0 and Q1, have been named as Q_Lamp and Q_Motor respectively. You can use these tag names in the program directly.
Suppose input-1 is on; then the tag – I_EmgStop will be 1. When the input-1 is off; then the tag – I_EmgStop will be 0. Similarly, if you want to turn on the physical hardware output Q0, then just write value 1 to the tag – Q_Lamp.
So, there is no need to write extra logic of moving the by default names of IO’s in a separate variable, which will be the IO name. This saves memory as well as reduces the troubleshooting period.
Mapping I/O tags manually in the program
The other technique we will discuss is writing a logic to assign tags for IOs. As discussed in the first part, the technique saves memory and makes troubleshooting easier. But this is good for a small application. If you have a large application where there are hundreds of IOs, then configuring tags in the hardware will take time as you have to configure each input or output separately.
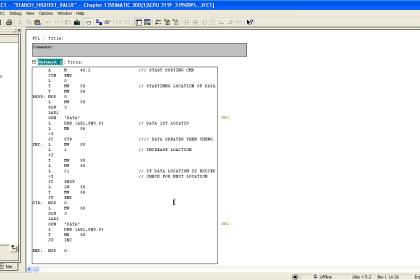
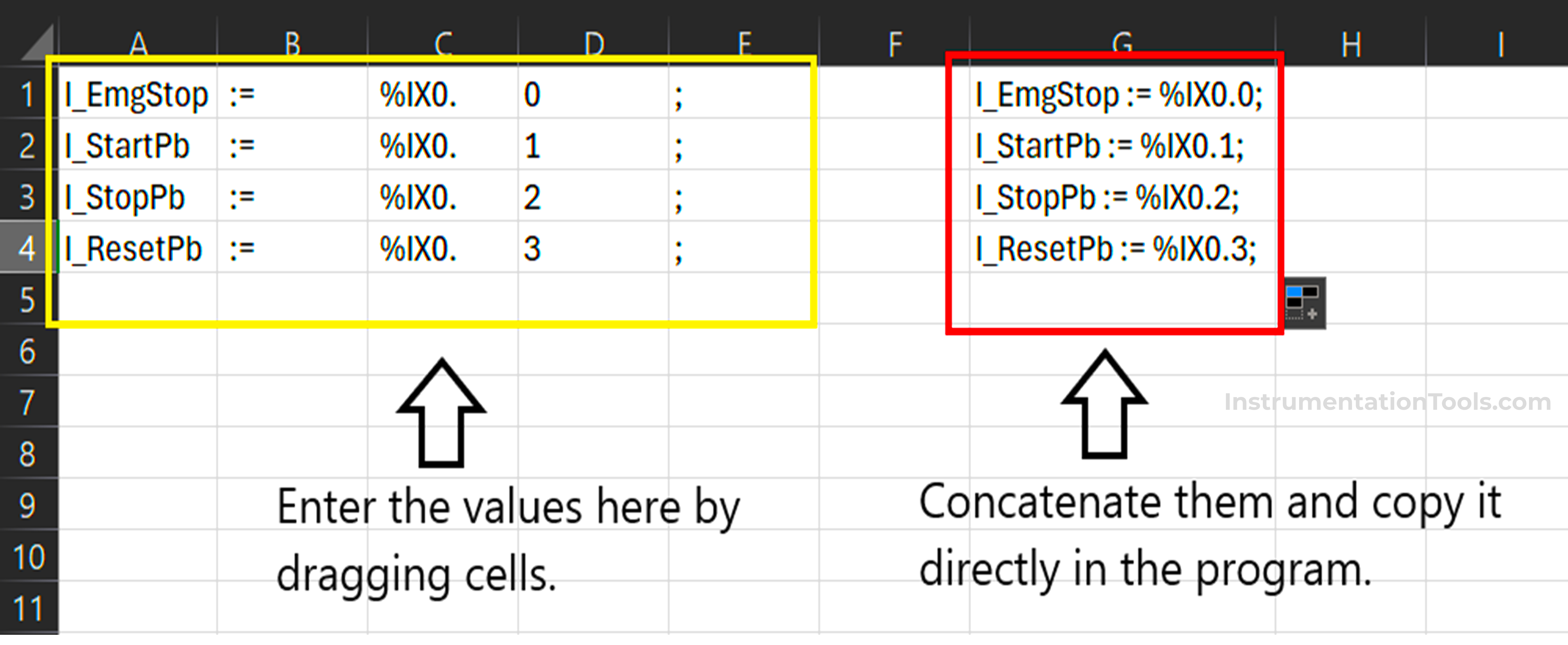
For this, it is better to write a logic. Refer to the below image. For best performance, use structured text language in the PLC program. Why? We will discuss this further in the post.
As seen in the image, if you see the first line, it is written like we are moving the value of physical address %IX0.0 to a variable named I_EmgStop. This means, that whatever the status of the input, the same will be moved in that variable. A similar PLC logic is written for the remaining inputs. You can then use these tags in your program, which will reflect IO values.
The main advantage of ST language is that you can write the logic in Excel and just copy it from there. Mostly, big automation systems have the same types of field instruments with repetitive names. So, dragging the names and copying them from Excel makes the task easier.
In this way, we saw the techniques for I/O mapping in PLC.
Read Next:
- Intro to Mitsubishi Electric GOC Controllers
- Tanks Draining Control in PLC Programming
- Intrinsically Safe Barriers Questions and Answers
- Structured Text for Measuring Event Duration
- PLC FBD Example for Tank Liquid Heating Logic