This topic is continuous to Relays in Ladder Logic Article. Click here to Read the Previous Article.
Here, we will emulate the exact same high-pressure alarm circuit using an Allen-Bradley MicroLogix 1000 PLC instead of a relay coil:
PLC Logic Example

Ladder-logic Program

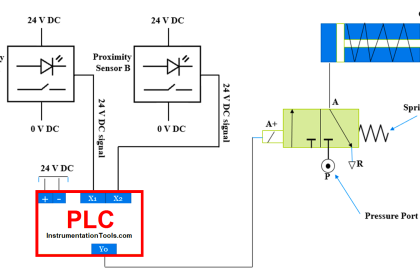
Suppose a fluid pressure of 36 PSI is applied to the pressure switch. This is less than the switch’s trip setting of 50 PSI, leaving the switch in its “normal” (closed) state. This sends power to input I:0/2 of the PLC.
The contact labeled I:0/2 drawn in the ladder-logic program of the PLC acts like a relay contact driven by a coil energized by input terminal I:0/2.
Thus, the closed pressure switch contact energizes input terminal I:0/2, which in turn “closes” the normally-open contact symbol I:0/2 drawn in the ladder-logic program.
This “virtual” contact sends virtual power to a virtual coil labeled B3:0/0, which is nothing more than a single bit of data in the PLC’s microprocessor memory.
“Energizing” this virtual coil has the effect of “actuating” any contact drawn in the program bearing the same label.
This means the normally-closed contact B3:0/0 will now be “actuated” and thus in the open state, not sending virtual power to the output coil O:0/1.
With virtual coil O:0/1 “unpowered,” the real-life output O:0/1 on the PLC will be electrically open, and the alarm lamp will be unpowered (off).
If we suppose a fluid pressure of 61 PSI be applied to the pressure switch, the normally-closed pressure switch contact will be actuated (forced) into the open state.
This will have the effect of de-energizing PLC input I:0/2, thus “opening” the normally-open virtual contact in the PLC program bearing the same label. This “open” virtual contact interrupts virtual power to the virtual coil B3:0/0, causing the normally-closed virtual contact B3:0/0 to “close,” sending virtual power to virtual coil O:0/1.
When this virtual output coil “energizes,” the real-life output channel of the PLC activates, sending real power to the alarm light to turn it on, signaling a high-pressure alarm condition.
We may simplify this PLC program further by eliminating the virtual control relay B3:0/0 and simply having input I:0/2 activate output O:0/1 through a “normally-closed” virtual contact:

The effect is the same: the PLC output O:0/1 will activate whenever input I:0/2 de-energizes (whenever the pressure switch is opened by a high pressure), turning on the alarm lamp in a high-pressure condition.
In a low-pressure condition, the energized input I:0/2 forces the virtual normally-closed contact I:0/2 to open, thus de-energizing the PLC’s output O:0/1 and turning the alarm lamp off.
Programmable Logic Controllers have not only greatly simplified the wiring of industrial logic controls by replacing multitudes of electromechanical relays with a microprocessor, but they have also added advanced capabilities such as counters, timers, sequencers, mathematical functions, communications, and of course the ability to easily modify the control logic through programming rather than by re-wiring relays.
The beauty of ladder-logic programming is that it translates the technician’s understanding of traditional relay control circuits into a virtual form where contacts and coils interact to perform practical control functions.
A key concept to master, however, is the association of real-life conditions to switch status based on the “normal” representation of those switch contacts, whether the switches be real (relay) or virtual (PLC). Once this vital concept is mastered, both hard-wired relay control circuits and PLC programs become possible to understand. Without mastering this vital concept, neither relay control circuits nor PLC programs may be understood.
If you liked this article, then please subscribe to our YouTube Channel for PLC and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:








Very useful
Thanks
many thanks
Very kind of you,very good lecture.Thank so much. I am keen to learn more..
Regards
Nice
Sir i need soft starter plc software