In the parking garage indicator, when a parking spot is empty and a vehicle approaches the gate, the buzzer activates, and the barrier lifts.
Note: This PLC exercise can be used to learn the ladder logic programming.
Parking Garage Indicator
Problem Statement
Design a PLC ladder logic for the following application.
We are using Five Sensors to control the Full Indicator, Buzzer, and Barrier.
When all parking spots are occupied, a full indicator should be turned ON and also barrier should not be lifted. If the parking spot is vacant and when the vehicle is at the gate, then the buzzer will turn ON and the barrier will be lifted, both for 5 seconds.
PLC Automation System
This PLC programming video explains the parking garage indicator logic.
Inputs and Outputs
Digital Inputs:
Sensor 1: I0.0
Sensor 2: I0.1
Sensor 3: I0.2
Sensor 4: I0.3
Digital Outputs:
Full Indicator: Q0.0
Buzzer: Q0.1
Barrier: Q0.2
Programming
Logic Explained
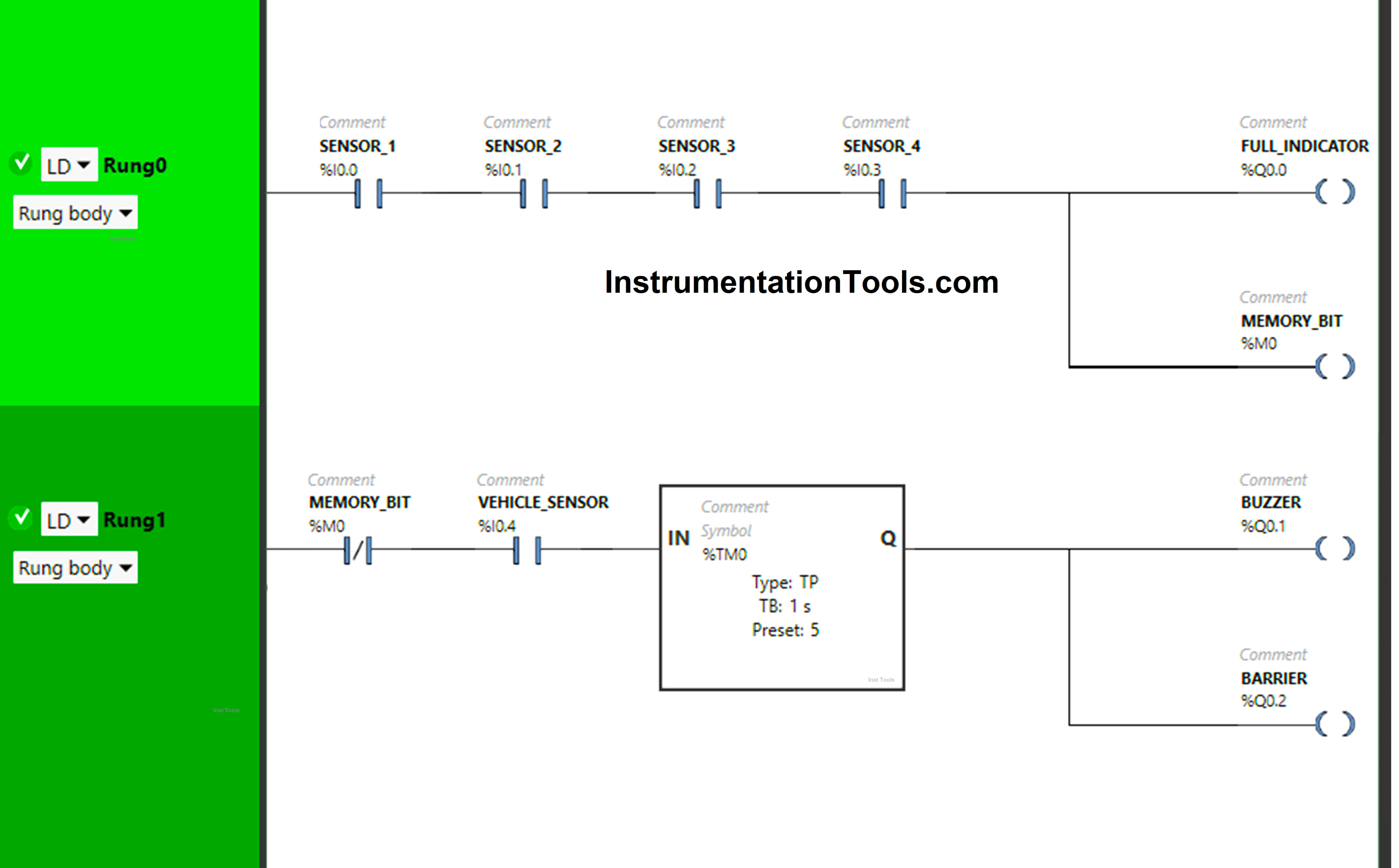
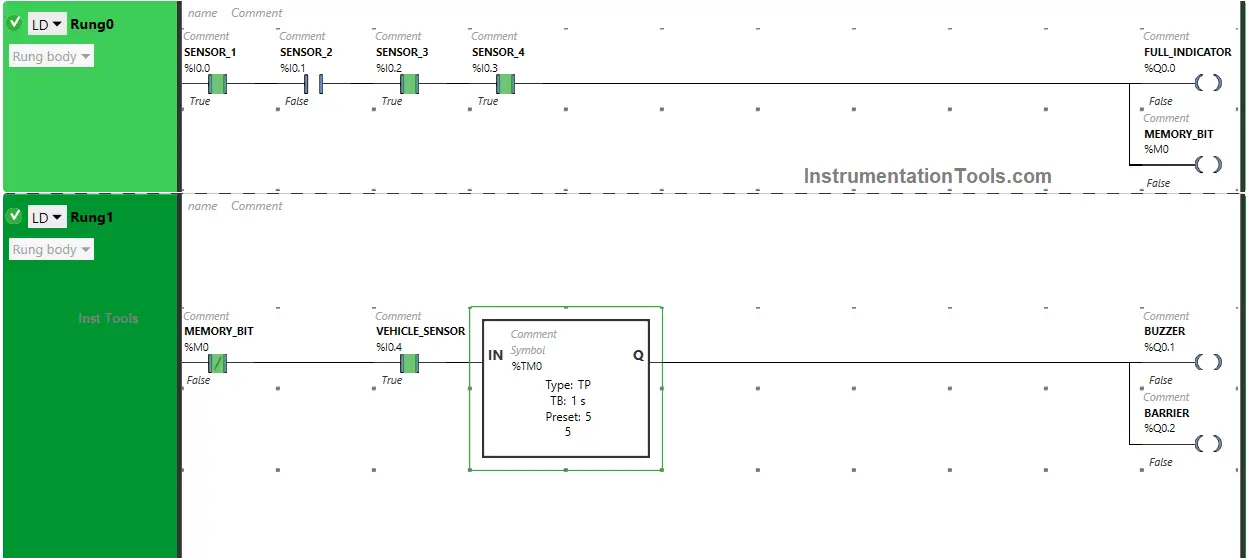
We have used Normally Open Contacts for Sensor 1 (I0.0), Sensor 2 (I0.1), Sensor 3 (I0.2), Sensor 4 (I0.3) and Vehicle Sensor (I0.4).
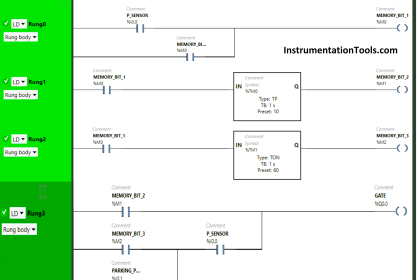
In Rung 0:
- Normally Open Contacts are used for Sensor 1 (I0.0), Sensor 2 (I0.1), Sensor 3 (I0.2), and Sensor 4 (I0.3) to Turn ON the output Full Indicator (Q0.0) and Memory Bit (M0).
In Rung 1:
- Normally Closed Contact is used for Memory Bit (M0) to Turn ON the outputs Buzzer (Q0.1) and Barrier (Q0.2).
- Normally Open Contact is used for the Vehicle Sensor (I0.4) to Turn ON the output Buzzer (Q0.1) and Barrier (Q0.2).
- Timer TP is used to Turn ON the outputs Buzzer (Q0.1) and Barrier (Q0.2) for a limited time.
Simulation Results
Test our PLC program and analyze the simulation results.
When all parking spots are occupied
When Sensor 1 (I0.0), Sensor 2 (I0.1), Sensor 3 (I0.2), and Sensor 4 (I0.3) get activated in Rung0 (All parking spots occupied).
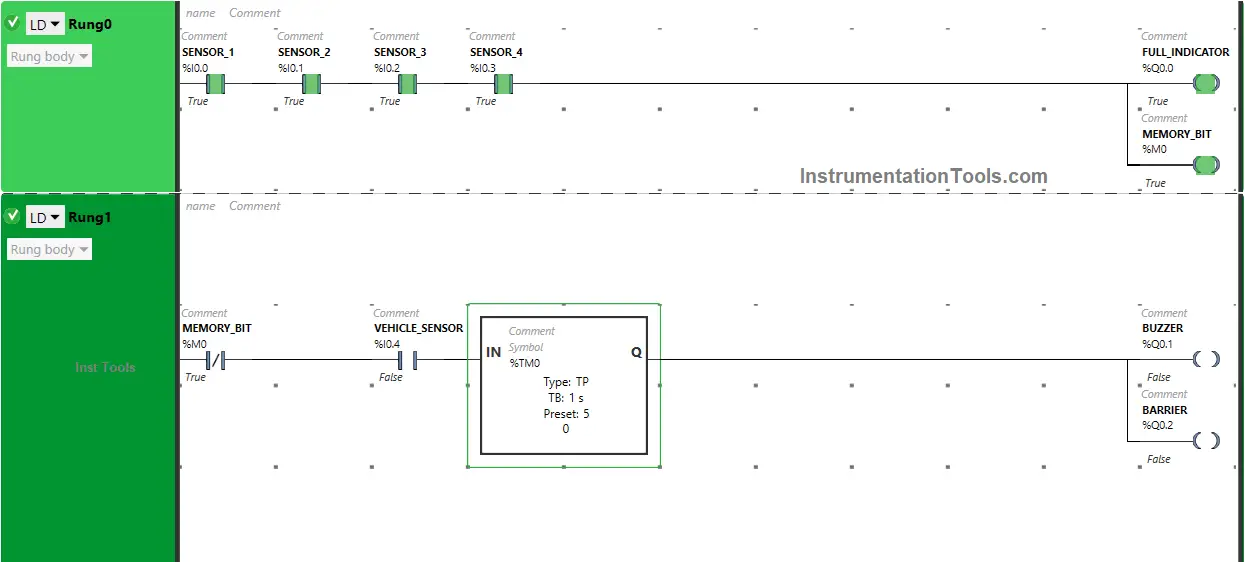
Then the output Full indicator (Q0.0) and Memory Bit (M0) turn ON as Normally Open Contacts used for Sensor 1 (I0.0), Sensor 2 (I0.1), Sensor 3 (I0.2), Sensor 4 (I0.3) will be in True state and allows the signal to pass through it and the output Full indicator (Q0.0) and Memory Bit (M0) will turn ON.
When the parking spot is vacant and the sensor detects a vehicle
When one or more than one sensor in Rung0 gets deactivated (one or more than one parking spot is vacant) (e.g Sensor 2 {I0.1} second spot), the output Full indicator (Q0.0) and Memory Bit (M0) turns OFF as Normally Open Contact used for Sensor 2 (I0.1) will be in False state and does not allow the signal to pass through it and the output Full indicator (Q0.0) and Memory Bit (M0) will turn OFF.
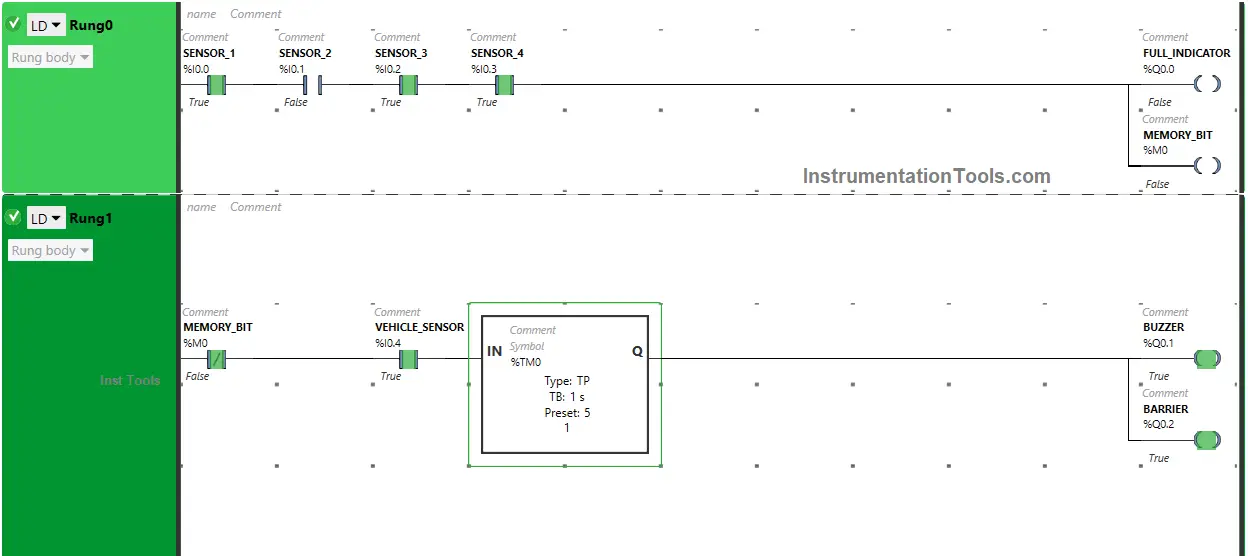
When Memory Bit (M0) turns OFF in Rung0, Normally Closed Contact used for Memory Bit (M0) in Rung1 will be in a False state and allow the signal to pass through it.
So, When Memory Bit (M0) in Rung1 is in False State and Vehicle Sensor (I0.1) gets activated (Sensor detects Vehicle ), the output Buzzer (Q0.1) will turn ON.
The output Barrier (Q0.2) will also turn ON (Barrier will be lifted) but only for 5 seconds as Timer Function Block type TP is used to turn ON the outputs Buzzer (Q0.1) and Barrier (Q0.2) for a limited time.
The time is set to 5 seconds. After 5 seconds, the outputs Buzzer (Q0.1) and Barrier (Q0.2) will turn OFF.
If you liked this article, please subscribe to our YouTube Channel for PLC and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
- Connecting Faceplate to PLC Project Tutorial
- Automatic Car Washing using PLC Programming
- PLC Program for Curtains and Stage Elevation
- PLC Program Sorting Boxes by Height Ladder Logic
- How to Use an SQL Server with Indusoft Web Studio?