PLC programming has many types of instructions and operands in it for executing logic. One of the most used instructions is a counter.
A counter is used for counting numbers. Counting is required for many applications; for example, even a small logic like counting the number of bottles passed in a minute requires a counter for it. If such a small application needs a counter in it, then automation technologies have many bigger types of logic in it which use counters for use. So, these are important types of instructions used in PLC programming.
There are two categories of counters available – normal counters and step counters. In this post, we will learn the difference between normal counters and fast counters.
What is a Normal Counter?
There is no official term called a normal counter in PLC. It is just a definition used to show the two basic types of counters – step up and step down. As the name implies, these instructions are used to count numbers when it is given an input pulse.
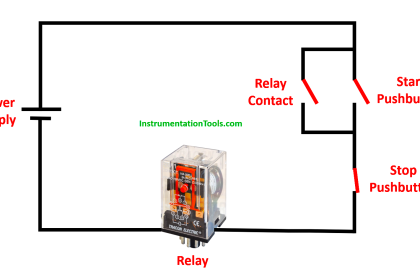
Suppose you have a push button and you want to count how many times it has been pressed. If you understand what we are trying to convey, push means it will remain on as long as it is pushed. As soon as you remove it, it goes off.
This means it is a pulse-type input, and the counter understands only such types of input. If the input remains continuously on, then it will not count. It counts only when the input goes from on to off state, and then again repeats the same sequence.
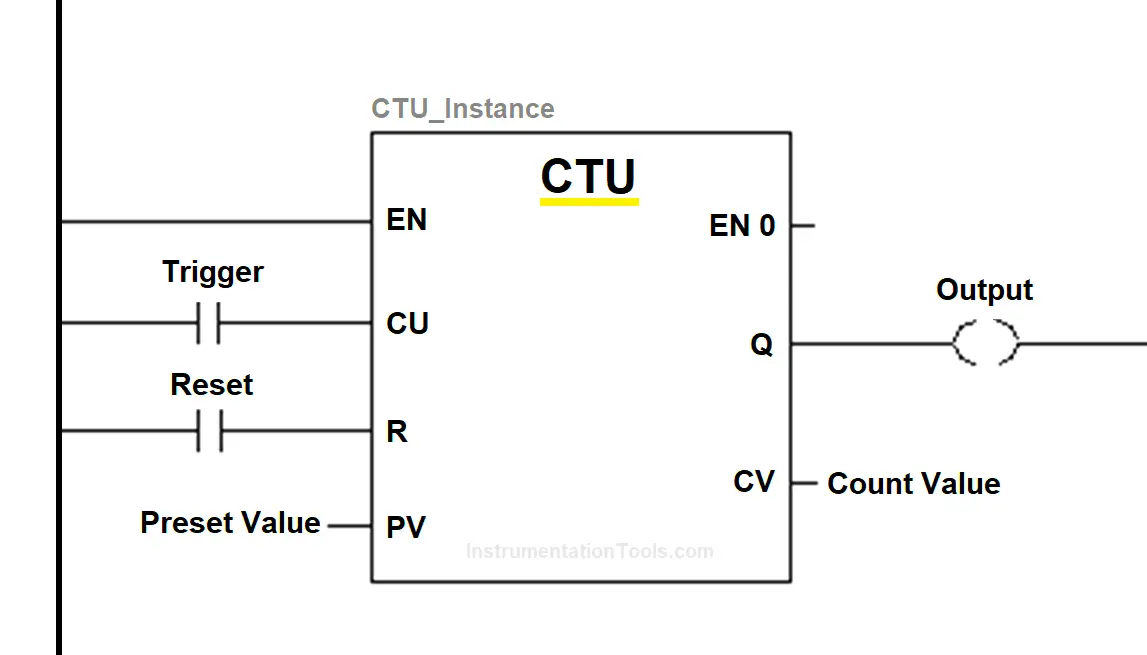
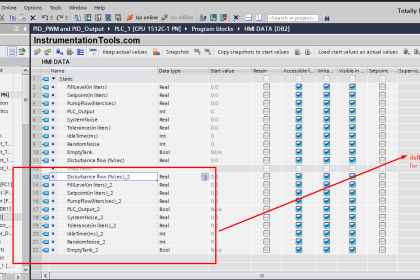
Refer to the above image for understanding. CU (count up) input is used to increment the counter whenever input is received. As it is a trigger, the count increments when a pulse-type input is received. PV input is the set value. As long as the set counts are not achieved, then the output of the counter (Q) will remain off. When the set value is reached, then the output turns on.
Now, even if the count input is given, the count will go on incrementing and the output will remain on. To turn it off, reset input is to be given which resets the counter and makes the current value zero. This is the general working of the counter.
What is a Fast Counter?
The fast counter is the same as a normal counter, but the only difference is that it counts very fast types of inputs. Suppose you have a proximity sensor, which turns on or off for example 1000 times in 30 seconds. Such fast inputs are difficult to detect in a normal counter, as it has a lower scan time. The fast counter will do this job by counting the number of pulses received at its input in a quick manner.
Similar to a normal counter, its output turns on after a set value is achieved, and it requires a reset input to reset the counter and turn off the output. The fast counter can work in frequencies of 5 kHz.
Because Fast Counter function blocks are managed by specific hardware interrupts, maintaining maximum frequency sampling rates may vary depending on your specific application and hardware configuration. Not all PLC inputs can be used as fast counters; it has only some dedicated PLC inputs for assigning a fast count function.
As you can see, the only difference between both these counters is the speed of functioning, as a normal counter cannot accept any fast type of input.
If you liked this article, then please subscribe to our YouTube Channel for Instrumentation, Electrical, PLC, and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
- How to Read the PLC Datasheet?
- Memory Bits in Siemens PLC
- FIFO and LIFO Sequences in PLC
- PLC Start-up Organization Block
- Why 24 Volts DC Power Supply?