Timers play a very important role in PLC programming. There is virtually no application in PLC which can function without timers. Because delay allows you to handle a task efficiently. We will use some timers in a complex way in this post to control light sequences.
Light Sequences Structured Text PLC Program
For this, we will use structured text language in Studio 5000 software.
We have four lamps in our system. When the system is started, the first lamp turns on after 5 seconds. It remains on for 5 seconds. After that time, the second lamp turns on after 10 seconds.
The second lamp remains on for 10 seconds. After that time, the third and fourth lamps turn on simultaneously. They both remain on for 15 seconds. After that time, the sequence repeats until the system is stopped. When the system is started, it starts from the initial phase by resetting all timers and sequences.
Let us write the STL PLC logic now. We will use Studio 5000 software and write the program in structured text language.
We have the following PLC outputs – lamp-1, lamp-2, lamp-3 and lamp-4.
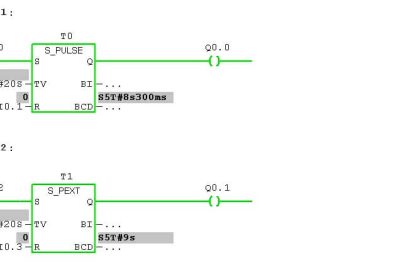
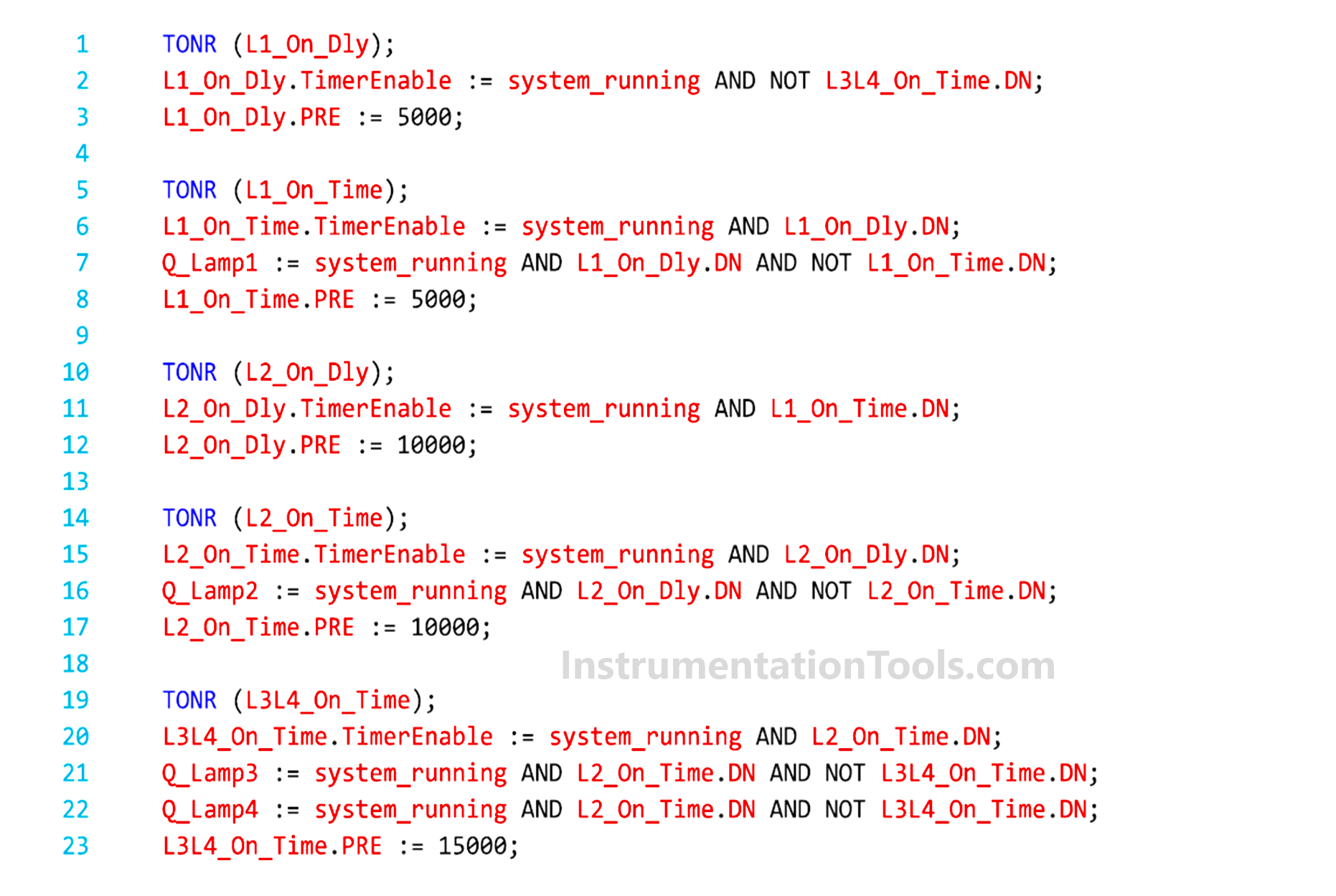
Now, we will see each section in the logic step by step written below. Refer to the first part. We first write the PLC logic for lamp-1 on delay. We use a timer of 5 seconds for this. The timer runs when the system is running and when the last timer of lamps 3 and 4 are not done.
After the first timer, the second timer turns on when the system is running and the first timer has been done. Also, we turn on lamp-1 during this time. It remains on until the second timer of 5 seconds is not done.
After the second timer, the third timer turns on when the system is running and the second timer has been done. We use a timer of 10 seconds for this.
After the third timer, the fourth timer turns on when the system is running and the third timer has been done. Also, we turn on lamp-2 during this time. It remains on until the fourth timer of 10 seconds is not done.
After the fourth timer, the fifth timer turns on when the system is running and the fourth timer has been done. We use a timer of 15 seconds for this. Also, we turn on lamps-3 and 4 during this time. It remains on until the fifth timer of 15 seconds is not done.
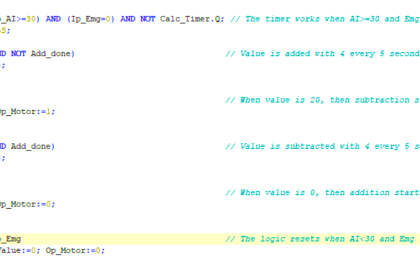
After the fifth timer, the first timer is reset. As all the timers are linked from the first timer, the other timers are automatically reset through this. The sequence then starts once again from the first time and the cycle repeats. Also, when the system is not running, all the timers will not run and the outputs also turn off.
As we have seen, we have just linked the timers and not used any set or reset logic. This makes it very easier to troubleshoot.
In this way, we saw how to write a PLC program to control light sequences by timers using structured text language.
Read Next:
- Schneider PLC Example for controlling Lamps
- Simple Conveyor Control PLC Program Example
- PLC Sequential Control of Three Lights with Reset
- Basic PLC Conveyor System for Product Handling
- PLC Programming for Weight-Based Packaging