Establishing a Process Plant Project will be successful if it can reach two main goals:
- Maximum Safety/ Minimum Risks (for Process, Human, Environment, and Assets)
- Maximum Efficiencies (Benefits)/ Minimum Losses (Wastage).
For reaching these goals, some consideration focuses on Process Safety/ Performance Key Point Aspects, especially during the Detail Design Engineering phase of the Process Plant Project are very important. In this article, we try to be familiar with some of the Process Safety/ Performance Key Point Aspects by focusing on Instrumentation and Control (I&C) Engineering Team views.

Figure-1: Risk-Based Process Safety Management Structure proposed by the Center for Chemical Process Safety (CCPS) of the American Institute of Chemical Engineers.
Process Safety and Process Performance are not Independent from each other
First of all, it shall be noticed that Industrial Project Process Operations may be investigated by two approaches, as Process Safety and Process Performance, and these are not independent (concepts) and they will have close relations and mutual effects. In fact, for reaching the best Process Performances, we need enough Process Safety, and vice versa, for reaching the best Process Safety, we shall consider Process Performance Factors. However, in this article, we may combine Safety, Performance, and Operations in different forms to show such close dependency.
By noticing the above-mentioned fact, we may see such dependencies in many detailed studies of establishing a Process Plant Project. As an example, Figure-1 shows a Risk-Based Process Safety Management (PSM) Structure, which is proposed bythe Center for Chemical Process Safety (CCPS). By focusing on this 20 Pillar Elements model and studying the details of each pillar element, we may find close relations between Process Plant Safety and Performance.
For example, for fthe ollowing Hazard Identification and Risk Analysis (HIRA) pillar element, which is known as Process Hazard Analysis (PHA) in OSHA 14 Elements PSM (see Figure-2), usually the HAZOP Method is used for detail study, which is related to Hazards and Operability of the process plant and are nominated concepts for Process Plant Safety and Performance (Operations).
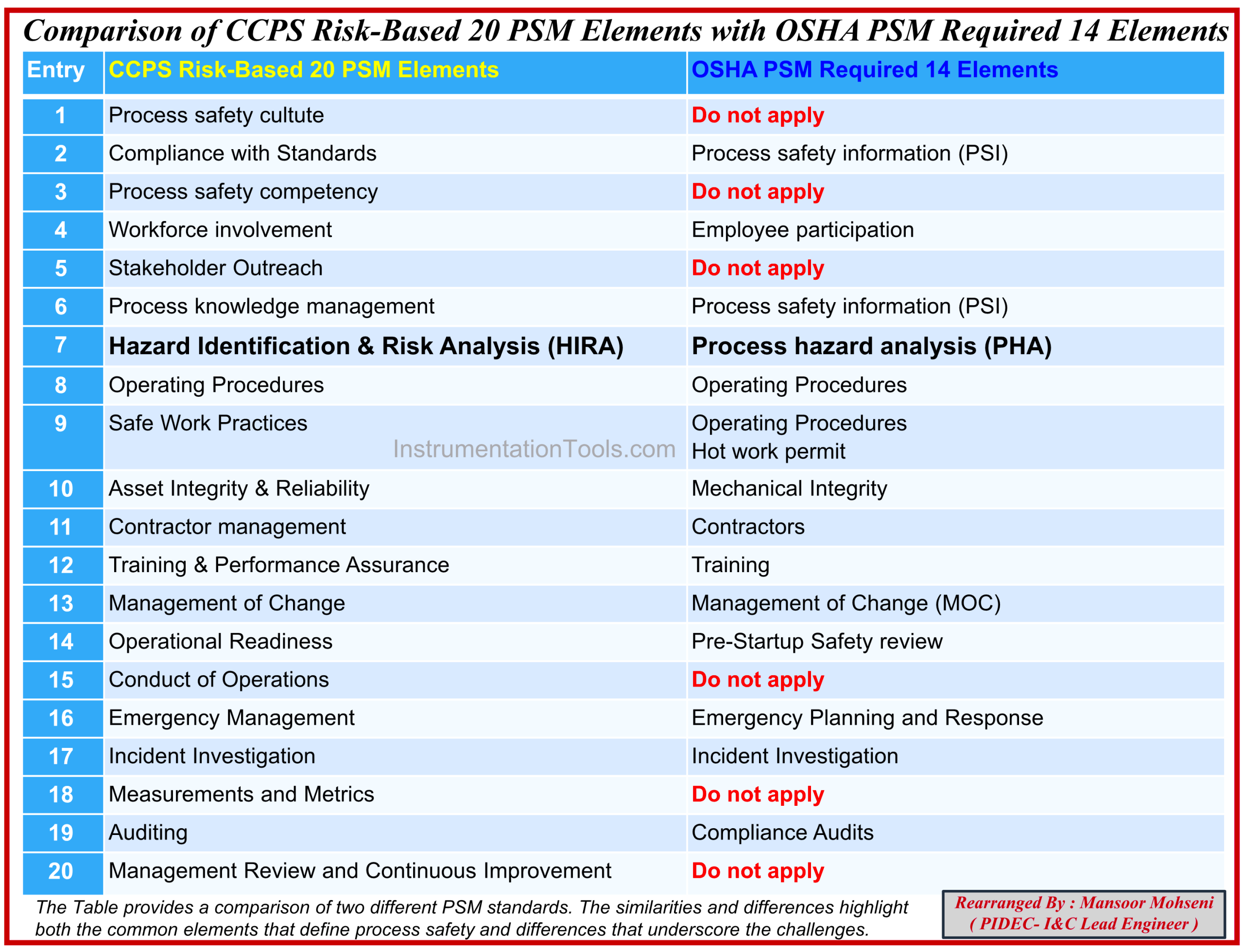
Figure-2: Comparison of CCPS Risk-Based 20 PSM Elements with OSHA PSM Required 14 Elements.
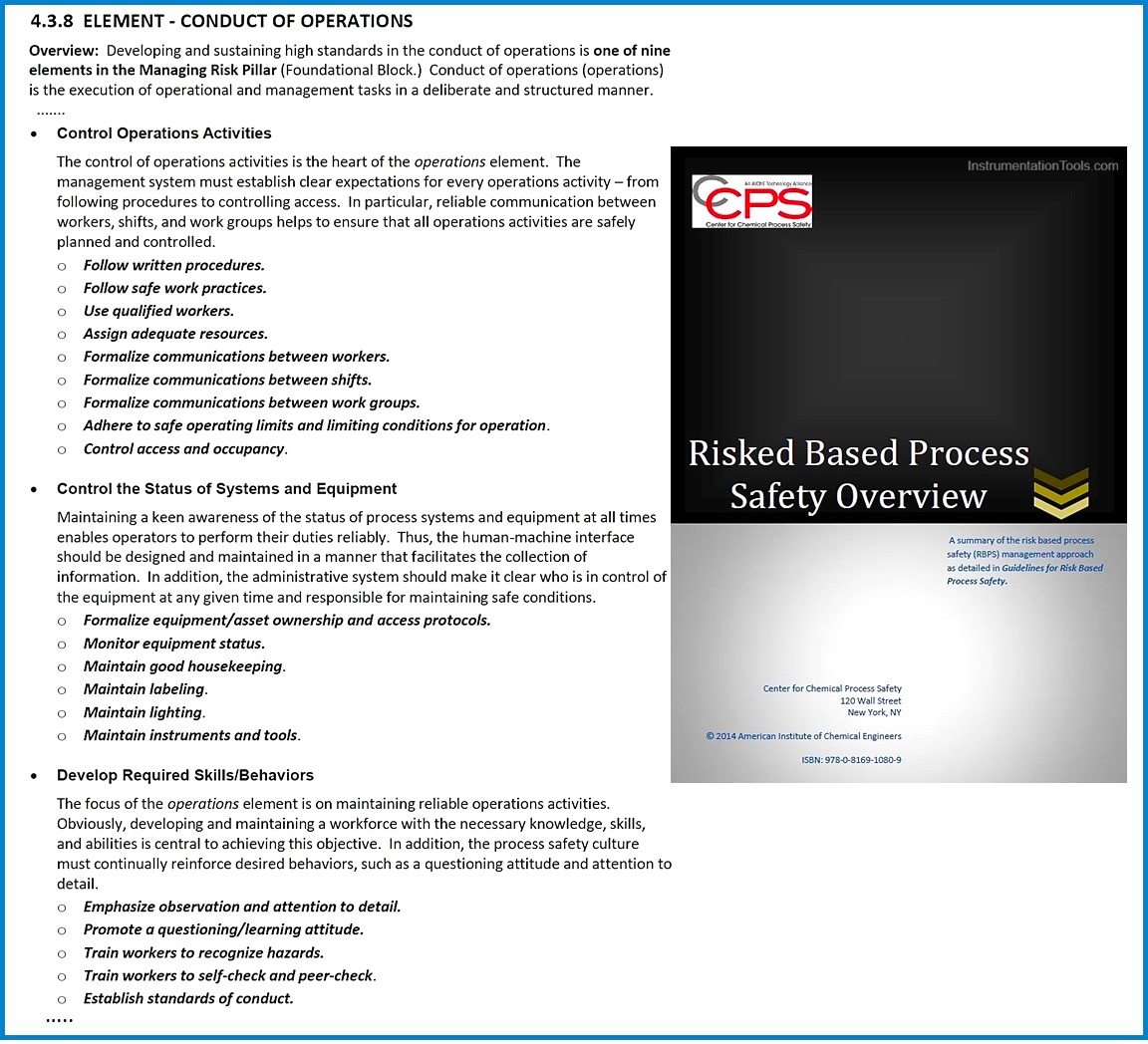
Figure-3 shows another, more detailed dependency of Process Plant Safety and Performance by a detailed explanation of the Conduct of Operations Pillar Element of Process Safety Management (PSM).
As Figure-3 shows, the Conduct of Operations Pillar Element has detail explanation clause for Control Operations Activities as:
The control of operations activities is the heart of the operations element. The management system must establish clear expectations for every operational activity – from following procedures to controlling access. In particular, reliable communication between workers, shifts, and work groups helps to ensure that all operational activities are safely planned and controlled.
The items are:
- Follow written procedures.
- Follow safe work practices.
- Use qualified workers.
- Assign adequate resources.
- Formalize communications between workers.
- Formalize communications between shifts.
- Formalize communications between work groups.
- Adhere to safe operating limits and limiting conditions for operation.
- Control access and occupancy.
Figure-3: Conduct of Operations pillar Element of Risk-Based Process Safety Management (PSM).
In another clause, we see Control the Status of Systems and Equipment as:
Maintaining a keen awareness of the status of process systems and equipment at all times enables operators to perform their duties reliably. Thus, the human-machine interface should be designed and maintained in a manner that facilitates the collection of information. In addition, the administrative system should make it clear who is in control of the equipment at any given time and responsible for maintaining safe conditions.
The items are:
- Formalize equipment/asset ownership and access protocols.
- Monitor equipment status.
- Maintain good housekeeping.
- Maintain labeling.
- Maintain lighting.
- Maintain instruments and tools.
As the extracted parts of CCPS-PSM in Figure-3 shows, different aspects of operations (Process Performances) are concerns of Process Safety Management. However, in other parts of this standard, we can find more Operations Aspects that are PSM Concerns too, which confirm the close dependency of Process Safety and Process Performances (Operations).
Figure-4: Industrial Process Plant Project Risk Management (Overview of Collection of Concerns).
Figure-4 shows a general view of the sequence of studies on Process Plant Safety concerns, including the above-mentioned items (PSM, PHA, and HAZOP). From this figure, we can see the position of Functional Safety Management, too, which is mainly related to Safety Instrumented Systems.
Risk Analysis
Generally, Risk Analysis in Detail Design Engineering phase of an Industrial Process Plant Project has the main vital role for guaranteeing the Process Plant Safety and accordingly in Process Performances or Operations. Some of the key points or success factors of doing right Risk Analysis may be listed as:
- Validity and Completeness of Project Data.
- Competency of HAZOP/ SIL Team members.
- Time for and between HAZOP and SIL Study.
- Following the recommendations in HAZOP/ SIL.
- Applying Practices/ Operational Factors.
It is clear that such success factors have great effects on the resultant Process Plant Safety and Performance (Operations), but are just listed here, and the effects of each item can be studied in detail separately.
I&C Engineering Team Roles in Process Safety/ Operations
Always, everywhere, and at every time, everybody is responsible for Safety. By this rule, Instrumentation and Engineering (I&C) Team, like other disciplines have some roles for Process Plant Safety too. In addition, it shall be noticed that for providing the best performance operations, all engineering teams (including I&C) shall coordinate with each other and provide the best environmental arrangements and facilities. In this regard, such roles during the Detail Design Engineering phase of the Industrial Process Plant Project are very critical since any activities and documentations of this phase will have some essential effects on the operation and maintenance phase of the project.
Some articles on Instrumentationtools.com can introduce and explain some of these roles and responsibilities. In this article, we just refer to the extracted part of “Safety Activity Model of I&C Roles+ Documentations” (in the Detail Design Engineering phase of an industrial process plant project) as shown in Figure-5 to remind some of the safety roles of the I&C Engineering Team.
Figure-5 shows that the Instrumentation and Control (I&C) Engineering Team, further to SIL/HAZOP, shall follow different subjects and aspects relevant to Process Safety. Furthermore, in Figure-5 some aspects of Process/ Functional Safety Design are listed as:
1) Reset Philosophy
2) Hardwired Console Design
3) Override Philosophy: Start-Up/ Process/ Maintenance Override Switch (SOS/ POS/ MOS)
4) Redundancy, Duty /Stand-by, Spare Facilities (Hot/ Cold)
5) Fail-Safe Philosophy/ Line Break Facility
6) Abnormal Control (Setting) Limitations
7) Access /Security Controls
8) Logging, Tracing, Recording Facility /Definitions
9) Alarm Management Philosophy
10) Shift Transfer Data / Information/ Reports (Critical / Normal)
11) Cyber Security Philosophy
12) Documented System Help to Operations (Alarm Set-points, Procedures,…)
13) Process Overview/ Quick Glances Graphic Displays
14) Standard HMI design
15) After Trip Initialization
16) Asset Management Facilities
17) Noise /Disturbance Control and Proper Earthing Design
18) Open/ Short Circuit Considerations
19) Valve Failure Positions
20) Material Selection, Dimension/Size, Ratings
21) First Trip Initiator Detection
….
By reviewing and more focusing on these items, we can find the Process Safety and Performance (Operations) Aspects of most listed items. In fact, implementing each item will have effects on both Plant Process Safety and Performance.
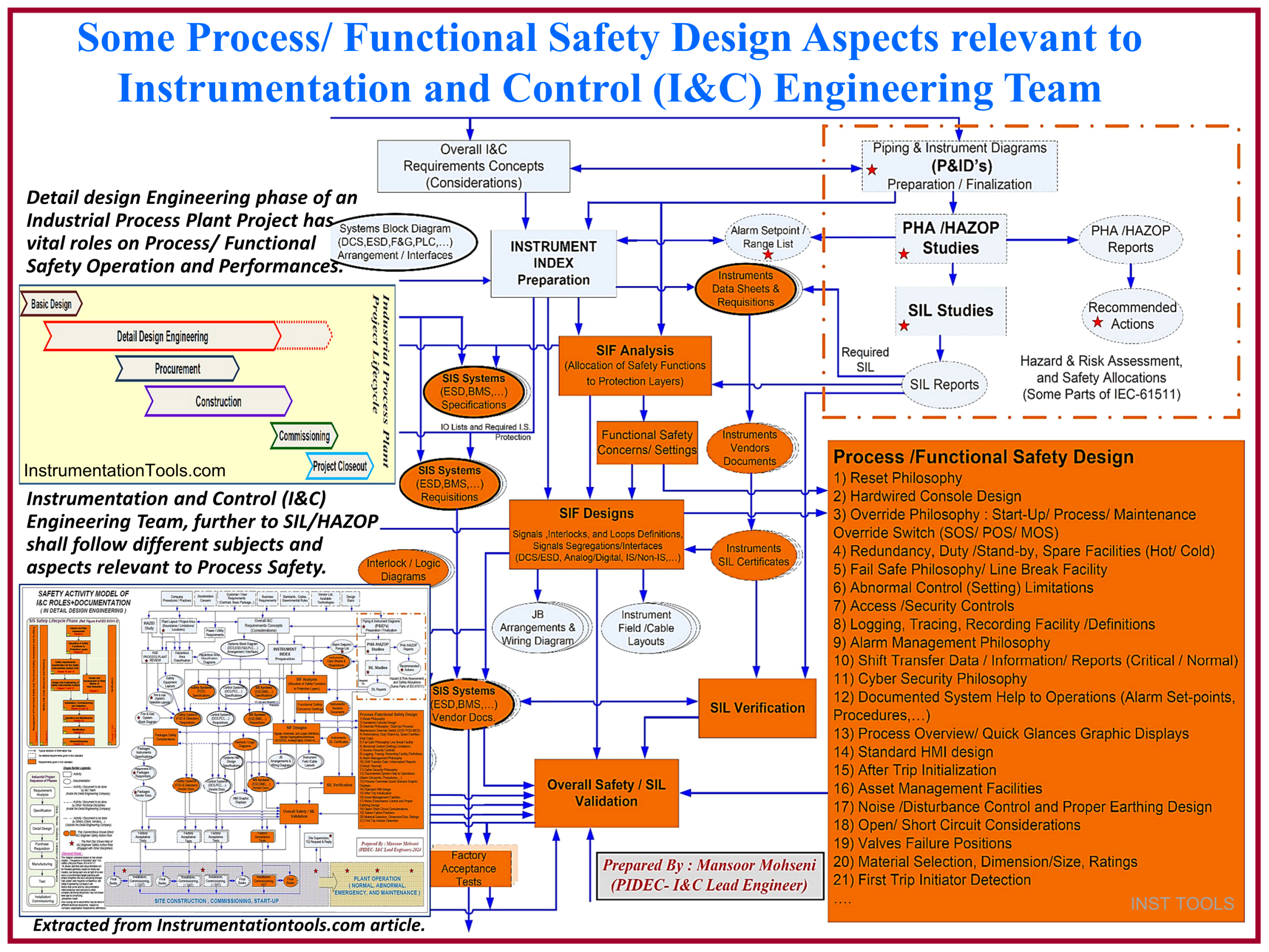
Figure-5: Extracted Part of Safety Activity Model of I&C Roles+ Documentations (in Detail Design Engineering phase of industrial process plant project).
Functional Safety Management as a Main Collection of Some Key Points/ Aspects for Process Safety/ Performance
As Figure 4 shows, according to the HAZOP Study, Functional Safety Management shall be done in the Detail Design Engineering phase of an Industrial Process Plant. As it is clear from the subject name, such management focuses on Functional Safety, which explicitly explains the subject’s relation to both Safety and Performance Operations of the Process Plant.
Since the core matter of Functional Safety Management is related to Safety Instrumented Functions (SIF), Safety Instrumented System (SIS), and Safety Integrity Level (SIL) implementation, the I&C Engineering Team has essential roles in doing it. In fact, further to SIS, the I&C Engineering Team shall have different activities on Considered Protection Layers for Process Plant Safety. Figure-6 shows some issues affecting the Process Plant Performance (Safety/ Operation), and the available or applicable Tools Aspects on Process Plant Safety/ Operation.
Figure-6: Process Plant Key Safety/ Operation Performance Indication Aspects (Considering Prevention Layers of Protection)
More detail focuses on the mentioned issues and tools of Figure-6 shows that such I&C subjects are different Key Aspects of Process Safety and Performance relevant to just Prevention Protection Layers. In addition, it is very important to notice that some of sthe hown Issues and Tools will have effects on multiple layers (even including protection mitigation layers).
However, as it is clear from Figure-6, it is provided just on Prevention Protection Layers, and similar issues and tools via different formats and names can be found for Mitigation Layers too.
For implementing Functional Safety Management (FSM), it is very important to notice the right and complete effective role of each layer for satisfying some risk reduction needs and setting the applicable expectations from each layer (especially the SIS Layer). Referring to the mentioned reference article (search in Instrumentationtools.com), we shall consider different points for implementing SIS, and we shall not expect a miracle from this protection layer.
Also referring to chapter-23 of the ISA Book (2018), “A Guide to Automation Body of Knowledge”, we can list some key points and rules of thumb for FSM as follows:
Key Points
- Follow the steps defined in the safety-design life cycle.
- If you cannot define it, you cannot control it.
- Justify and document all your decisions (i.e., leave an auditable trail).
- The goal is to have an inherently safe process (i.e., one in which you do not even need an SIS).
- Do not put all of your eggs in one basket (i.e., have multiple, independent safety layers).
- The SIS should be fail-safe and/or fault-tolerant.
- Analyze the problem before you specify the solution.
- All systems must be tested periodically.
- Never leave points in bypass during normal operation!
Rules of Thumb
- Maximize diagnostics. (This is the most critical factor in safety performance.)
- Any indication is better than no indication (transmitters have advantages over switches, systems should provide indications even when signals are in bypass, etc.).
- Minimize potential common-cause problems.
- General-purpose PLCs are not suitable for use beyond SIL 1.
- When possible, use independently approved and/or certified components/systems (exida, TÜV, etc.).
Furthermore, some recommendations and solutions regarding Functional Safety Management have been mentioned by Shivendra Kapoor’s article “Functional Safety Management [FSM] – What’s Wrong – Any Solutions? “, in December 2025 of “Chemical Industry Digest” are repeated here as FSM Aspects too:
Recommendations and Solutions
- Only executing LOPA, SRS, SIS Design, and Writing Application Program is not Functional Safety.
- The FS lifecycle is a very big subject, and there are many stages (phases) to be followed.
- Every clause has a meaning, and FS projects must be completed by a proper process and not by chance.
- There must be Functional Safety Management (FSM) in place to ensure that the Functional Safety is always achieved.
- Remember, SIF must work in the field and not on paper.
Control-Related Measures
The SIEMENS company, as one of the famous systems vendor in one of their documents (“Guideline Functional Safety Management” – 09/2020), shows an overview of definition control-related measures (Figure-7), which are also good Process Safety and Control Systems Aspects that shall be considered by the I&C Engineering Team for exact designing the required process systems hardware and software.
Figure-7: Overview of the definition of control-related measures (by SIEMENS)
Based on a detailed description, the hardware and software can subsequently be described and defined. The Items such as:
- Reset and Restart after Failures
- Requirements for Sensors and Actuators
- Reaction Time
- Options for Bypassing the Safety Function
- Number of the Safety Function
- Risk-ID
- Possibilities of Field Observation (Online Diagnostics)
- Limits and Tripping Criteria of Safety Functions
- Technical Interfaces to Other Functions
- Intervention by the Operator
- Request Rate
- Priorities of Combined Requests for Individual Functions
- Safe Conditions of Safety Function
- Reactions to Failures
- Required SIL/ PL
- Criteria for fully achieving the Safe State of the System
- Short Function Description.
Fire and Gas (F&G) System Considerations for Process Plant Safety/ Performance Aspects
As an example of Mitigation Protection Layers, we may list some of the main aspects for Process Plant Safety/ Performance as:
- It may not be true to consider this system like SIS.
- This misapplication of design rules leads to systems that are either unreliable or inefficient, ultimately compromising the very safety they are intended to provide.
- We may easily say that “F&G and SIS are complementary – not interchangeable”.
- In some projects F&G system may have an active command to shut down the process that shall be exactly reviewed during HAZOP/ SIL Study (as a prevention layer, not mitigation).
- F&G Detectors Voting is not equal to SIS Sensors Voting.
Operation Performance Enhancements
Some Operation Performance Enhancements Aspects can be considered by the I&C Engineering Team during the Design and Configuration of Process Plant Control and Safety Systems. In fact, some facilities shall be designed and provided in the Detail Design Engineering phase of an industrial Process Plant Project, and to be configured and completed even in the Commissioning or Operation phase of the project.
Some of these items may be listed as:
- Providing Facilities for Online Operator Helps (implementing in DCS/ relevant systems and empowering by Pictures, Navigations, Further References, …)
- Providing Facilities for Indicating Open Work Permits and the Associated Risks.
- Providing exact and complete warnings for Open Cases in the Bypass Management System.
- Tracing completed or in-progress modifications & confirming that all required processes were followed (Updating Procedures, Trainings, …)
- Look & Log for temporary modifications linked to Process Systems and interrogate them.
- Suitable communication & information transfer between work shifts.
- Access Control Definitions/ Responsibility Charts.
- Providing facilities and data transfer for Asset Management.
- Engaging the End-user Operators (trainings) during Project Design & Construction
- Applying AI for Online Help of Operators.

Figure-8 shows a sample of facilities provided by the systems vendor (YOKOGAWA) that help the &C Engineering Team apply some of the mentioned enhancements.
Figure-8: Some of the Operation Performance Enhancements can be implemented by using Systems Vendor Facilities (YOKOGAWA Options example)
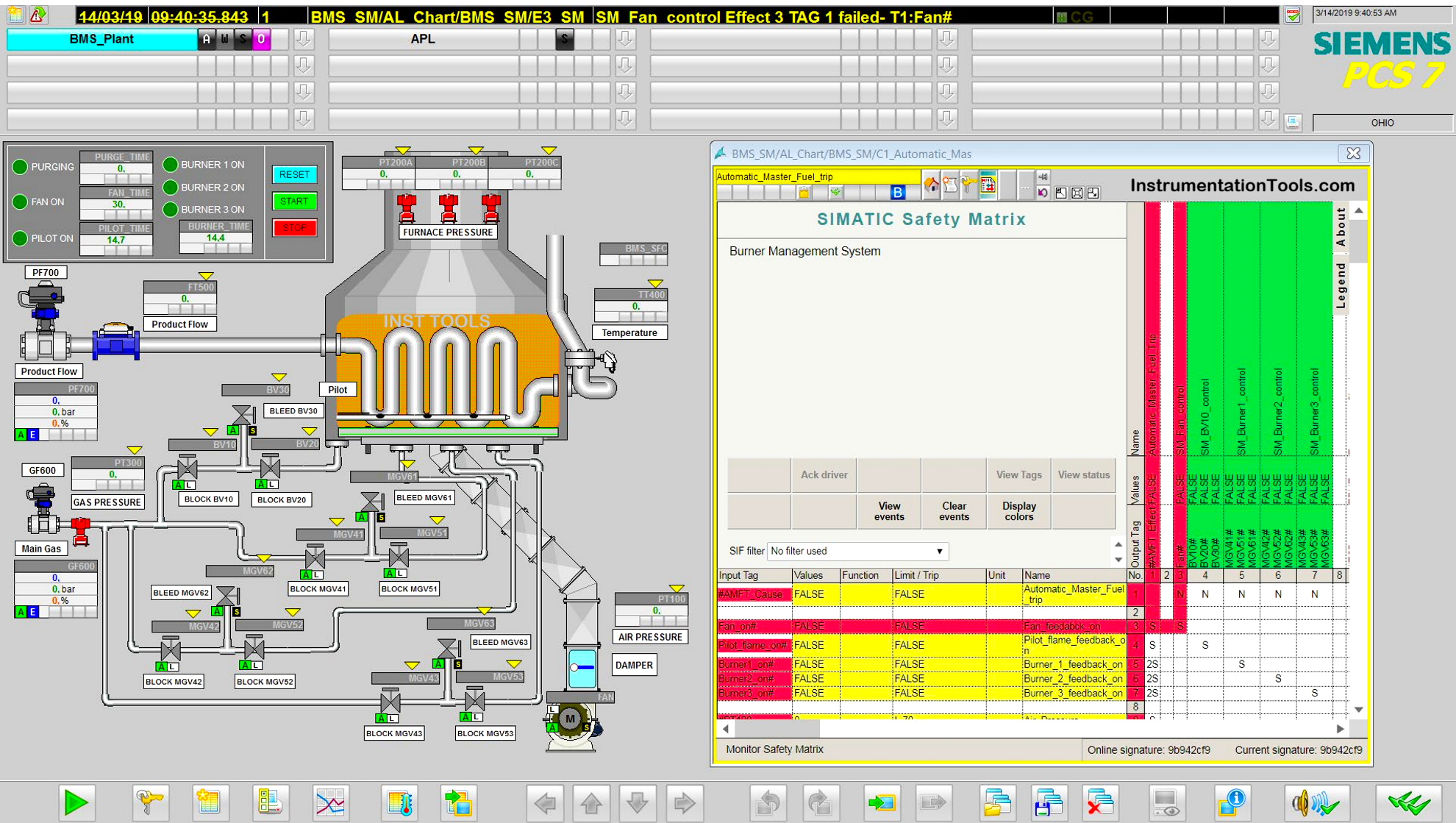
Figure-9 shows an enhancement example for operator online help and better monitoring of the safety function loops (by providing a dynamic cause and effect table on HMI Graphic Display), which increases the quick operation performances (Understanding and Response), via the facility provided by SIEMENS.
Figure-9: A good enhancement example for increasing operator action via dynamic Cause & Effects on HMI Graphic Display (by SIEMENS option facility)
Conclusion Summary
Figure 10 shows the summary of key points on Process Safety/Performance aspects that the I&C Engineering Team should consider.
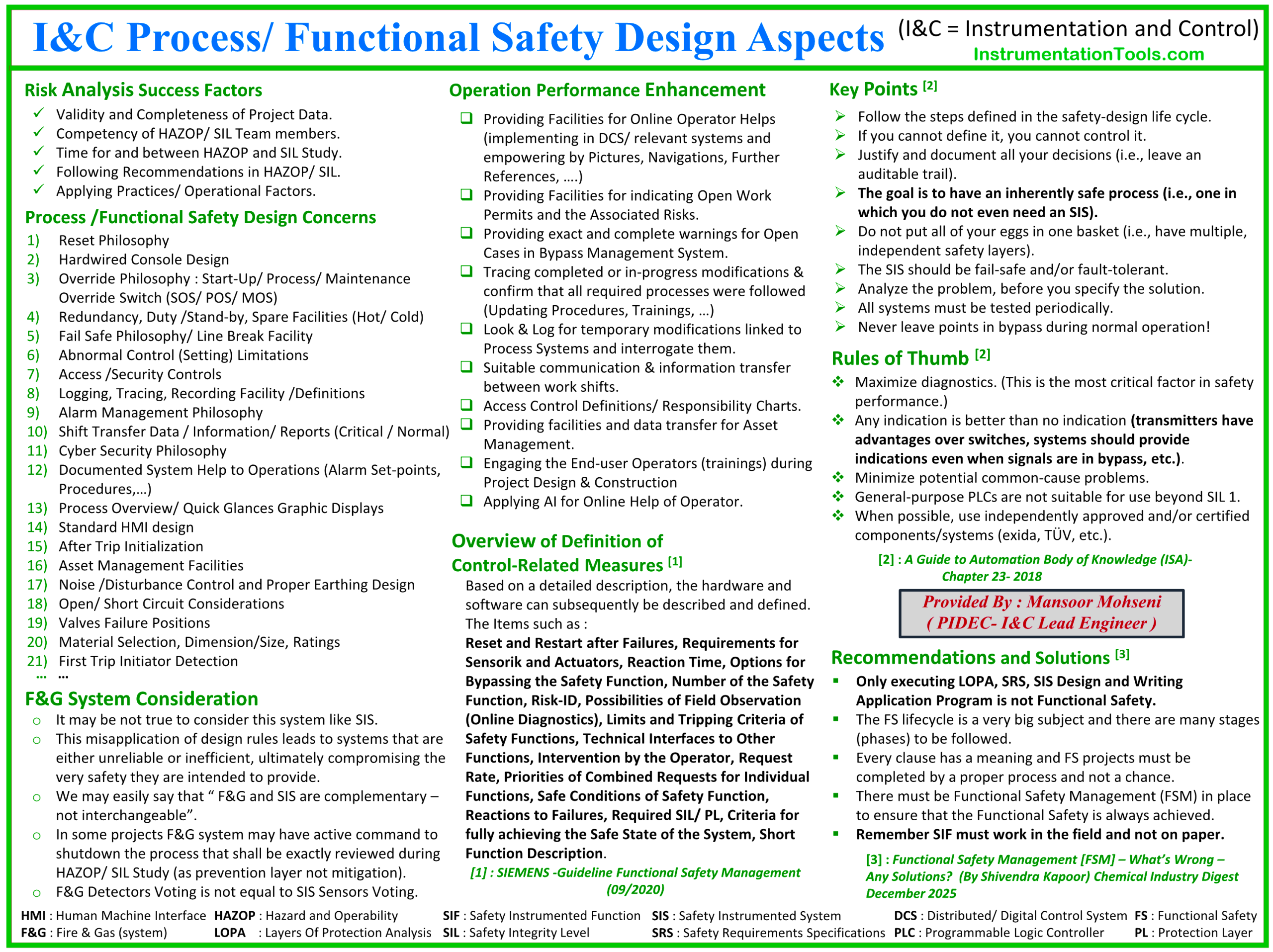
Figure-10: Conclusion Summary for I&C Process/ Functional Safety Aspects.
References:
- Instrumentation Engineer in Process Plant Project
- A Good Practice on Override Safety Signal (Automation System)
- Safety Bypass Management System (Instrument & Control)
- Process Safety and Performance Key Point Aspects
- SIL is Necessary for Process Safety, But is Not Sufficient