This is a PLC program for pneumatic valve operation in sequence mode.
Sequential PLC Programming for the Pneumatic Valves
Write a ladder logic for sequential PLC programming for the pneumatic valves to operate cylinders in sequential mode.
Solution:
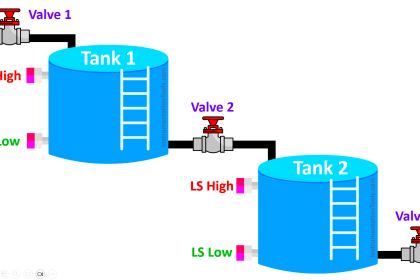
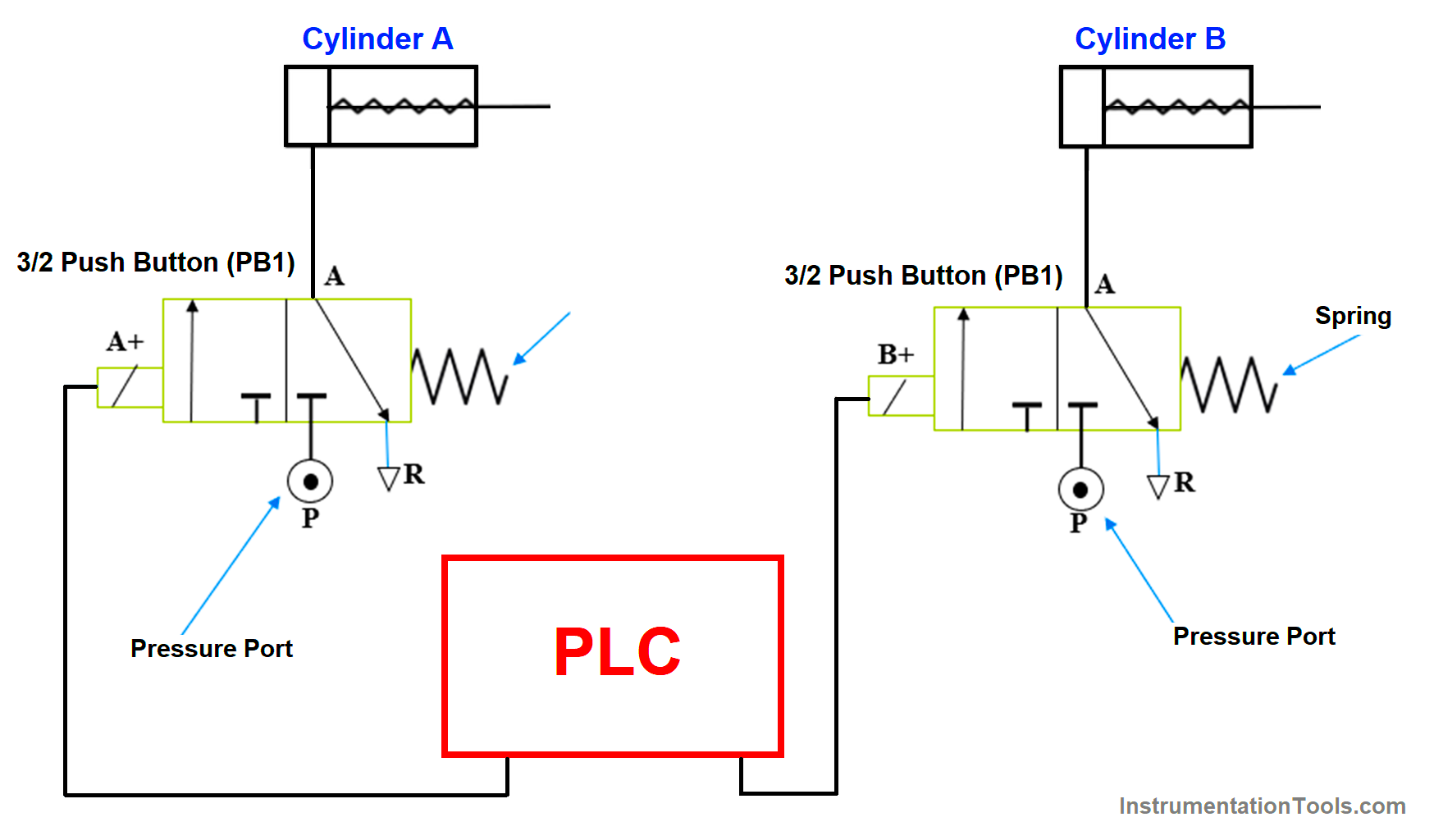
Here in this system, there are two cylinders and two push buttons that are connected to the PLC.
The push buttons are connected to the PLC inputs and the cylinders are connected to the Outputs of the PLC.
There are the following condition for the system to work which are as follows: –
When START PB is pushed, cylinder A should start, and Cylinder B should start after 5 seconds of Cylinder A.
When STOP PB is pushed, both cylinders A & B are to be stopped.
Now to meet the following conditions, we must use a timer which delays the operation of cylinder B.
List of inputs/outputs
Inputs:
- X1 -START PB
- X2 -STOP PB
Outputs:
- Y0 -Cylinder A
- Y1 -Cylinder B
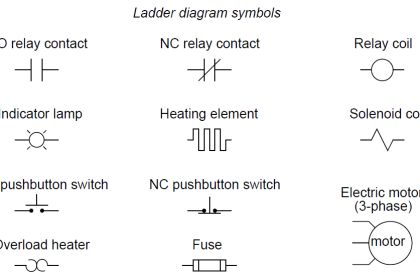
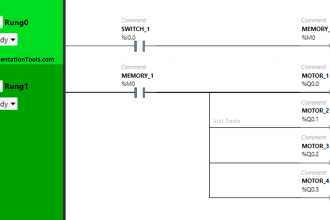
Ladder Diagram for the Sequential Operation of Cylinders
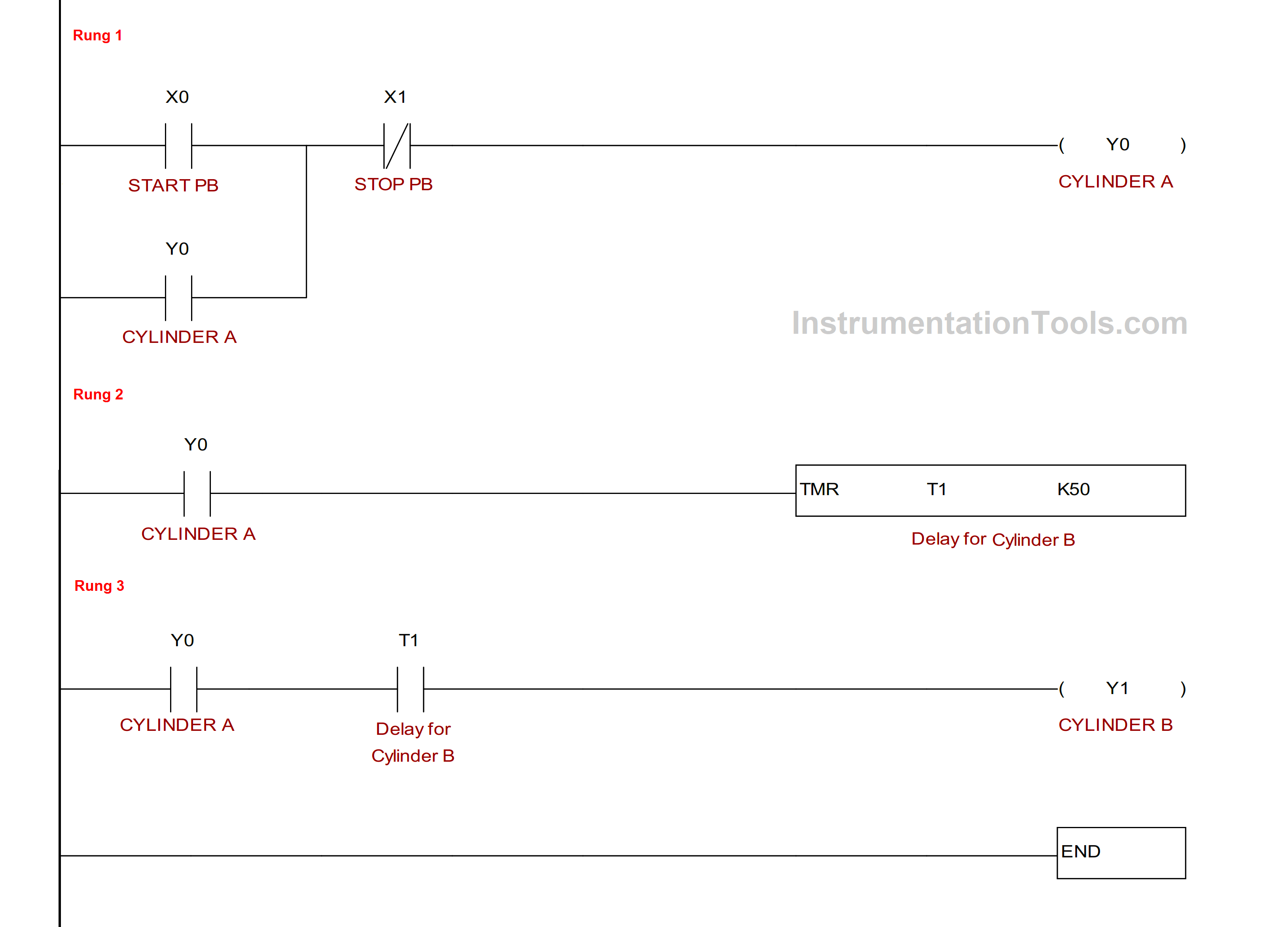
Program Explanation:
In rung 1, we used STRAT PB (X1) to start Cylinder A (Y0). Here we used NC contact of STOP PB (X2) to stop cylinder A (Y0). In parallel with X1 contact, we used NO contact of Y0 to latch the output.
In rung 2, we used Timer T0 to count the delay for cylinder B (Y1).
In rung 3, we used NO contact of T0 so once time delay over the Cylinder B (Y1) will ON.
If you liked this article, then please subscribe to our YouTube Channel for Instrumentation, Electrical, PLC, and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
- PLC Restrict Data Interfaces
- Use PLC Flags as Integrity Checks
- Offline and Online UPS Systems
- Diagnostic Buffer for SIEMENS PLC
- S7-1200 Hardware Configuration