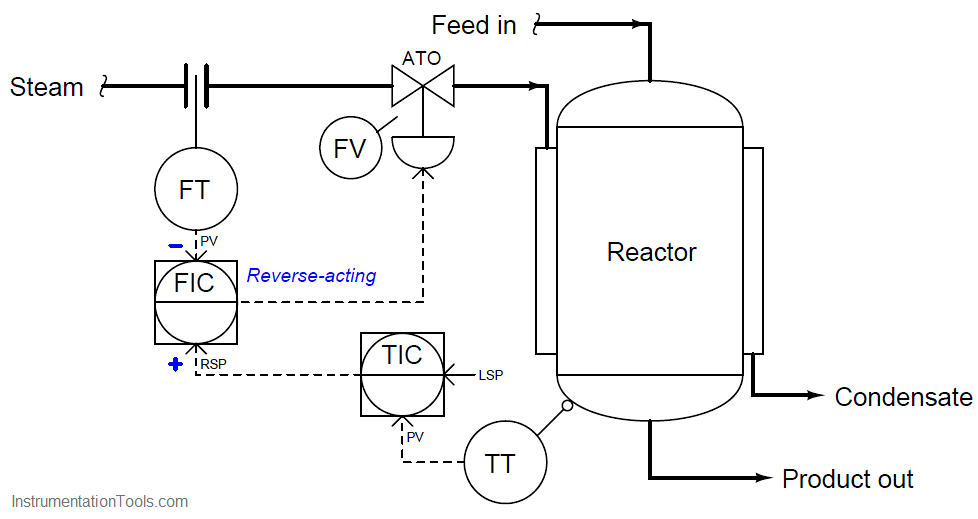
Let us discuss a steam-heated reactor control system with a cascade strategy, where the temperature controller drives a setpoint signal to a “slave” steam flow controller:
Cascade Control Loop
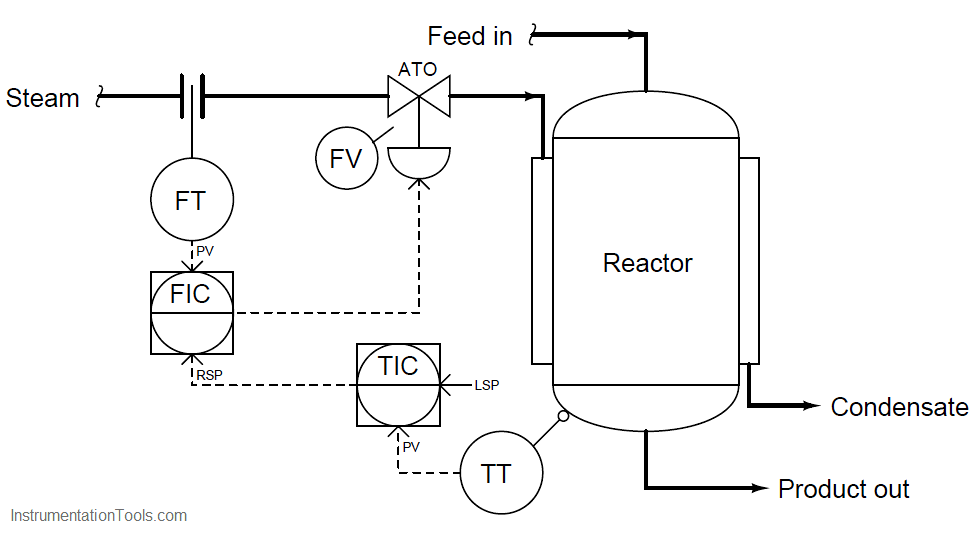
In order to determine the proper actions for each controller in this system, it is wise to begin with the slave controller (FIC), since the master controller (TIC) depends on the slave controller being properly configured in order to do its job properly. Just as we would first tune the slave controller in a cascade system prior to tuning the master controller, we should first determine the correct action for the slave controller prior to determining the correct action for the master controller.
Once again we may apply a “thought experiment” to this system in order to choose the appropriate slave controller action. If we imagine the steam flow rate suddenly increasing, we know we need the control valve to close off in order to counter-act this change. Since the valve is still air-to-open, this requires a decrease in the output signal from the FIC. Thus, the FIC must be reverse-acting. We shall denote this with a “−” label next to the process variable (PV) input, and a “+” label next to the remote setpoint (RSP) input:
Now that we know the slave controller must be reverse-acting, we may choose the action of the master controller. Applying another “thought experiment” to this system, we may imagine the reactor temperature suddenly increasing. If this were to happen, we know we would need the control valve to close off in order to counter-act this change: sending less steam to a reactor that is getting too hot.
Since the valve is air-to-open, this requires a decrease in the output signal from the FIC. Following the signal path backwards from the control valve to the FIC to the TIC, we can see that the TIC must output a decreasing signal to the FIC, calling for less steam flow.
A decreasing output signal at the TIC enters the FIC’s noninverting (“+”) input, causing the FIC output signal to also decrease. Thus, we need the TIC to be reverse-acting as well. We shall denote this with a “−” label next to the process variable (PV) input, and a “+” label next to the local setpoint (LSP) input:
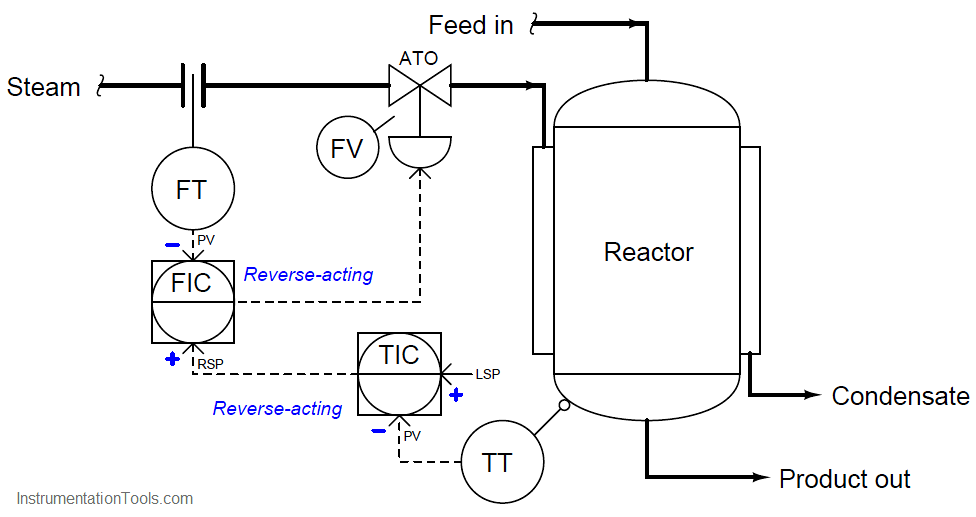
With these unambiguous labels in place at each controller’s inputs, we are well-prepared to qualitatively analyze the response of this cascade control system to process upsets, to instrument failure scenarios, or to any other change.
No longer will we be led astray by the singular label of “reverse-acting”, but instead will properly recognize the different directions of action associated with each input signal to each controller.
Also Read : Feedforward Control