Old manufacturing plants are living ecosystems built over decades. Machines, wiring, and control logic have evolved layer by layer, often handled by multiple engineers and maintenance teams over the years.
When a modern PLC suddenly enters this environment, it isn’t just a controller upgrade; it disrupts habits, troubleshooting methods, and unwritten practices people depend on daily.
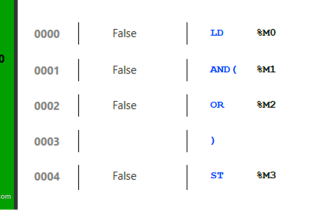
Old Plants Hate Modern PLC
So the resistance you see is rarely about technology itself. It is about reliability, familiarity, and the fear that a stable running process might become unpredictable. Understanding this mindset is the key to understanding why old plants appear to hate modern PLCs.
Legacy systems are still working fine
In many old plants, the existing PLC has been running continuously for 15-30 years with very few stoppages. Operators and maintenance engineers have seen the machine start every morning and stop every night without surprises, so the controller earns a reputation for being trustworthy.
Even if spare parts are obsolete or difficult to procure, the team prefers repairing cards, swapping used modules, or even maintaining a backup rack instead of replacing the system. The fear is simple: an upgrade introduces unknown behavior.
After modernization, even a small tuning issue, like motor starting delay, valve timing change, or sensor scan difference, can stop production. From production’s perspective, one day of downtime is far more painful than living with an outdated PLC. So the resistance is not about rejecting new technology; it is about protecting a process that has proven stable for years.
Documentation is incomplete or outdated
In many old plants, the PLC program running today is very different from what was originally commissioned. Over the years, field modifications, temporary bypasses, emergency logic changes, and undocumented interlocks have been added during breakdowns.
Electrical drawings are rarely updated after every change, and sometimes even the latest PLC backup is missing. When engineers attempt modernization, they discover hidden dependencies between signals, parallel wiring modifications, or logic conditions that exist only in someone’s memory.
A modern PLC migration forces everything to be reviewed, cleaned, and revalidated. This exposes technical debt that has accumulated silently for years. The discomfort comes not from the new PLC itself, but from the realization that the plant’s true logic is more complex and less documented than anyone assumed.
Loss of technician confidence and ownership
In older plants, maintenance technicians often know the legacy PLC almost instinctively. They remember which input to force, which relay to tap, and which timer to adjust during a breakdown. The troubleshooting method is experience-driven rather than documentation-driven.
When a modern PLC is introduced, the logic becomes more structured with function blocks, tags, diagnostics buffers, networking, and sometimes safety layers. Suddenly, problems require a laptop, software access, and deeper programming knowledge instead of panel-level intervention.
This makes technicians feel dependent on automation engineers or OEMs. The issue is not capability but confidence, and years of hands-on expertise feel less useful overnight. As a result, the team subconsciously resists the new system because it takes away their sense of control and ownership over the machine.
Infrastructure weaknesses get exposed
Old plants were not designed for high-speed Ethernet networks, managed switches, proper cable segregation, or strict grounding practices. Many systems run with mixed earthing, long unshielded analog cables, and 24V supplies shared across multiple loads.
Legacy PLCs tolerated noise, voltage dips, and communication inconsistencies to some extent. When a modern PLC with Ethernet-based I/O and high-speed processors is installed, these hidden weaknesses surface immediately with communication drops, intermittent I/O faults, or unexplained diagnostic alarms.
The new controller is not weaker; it is more precise and sensitive. It demands cleaner power, better shielding, proper network topology, and disciplined wiring. To plant teams, it feels like the new PLC is creating problems, when in reality, it is revealing infrastructure issues that were always present but unnoticed.
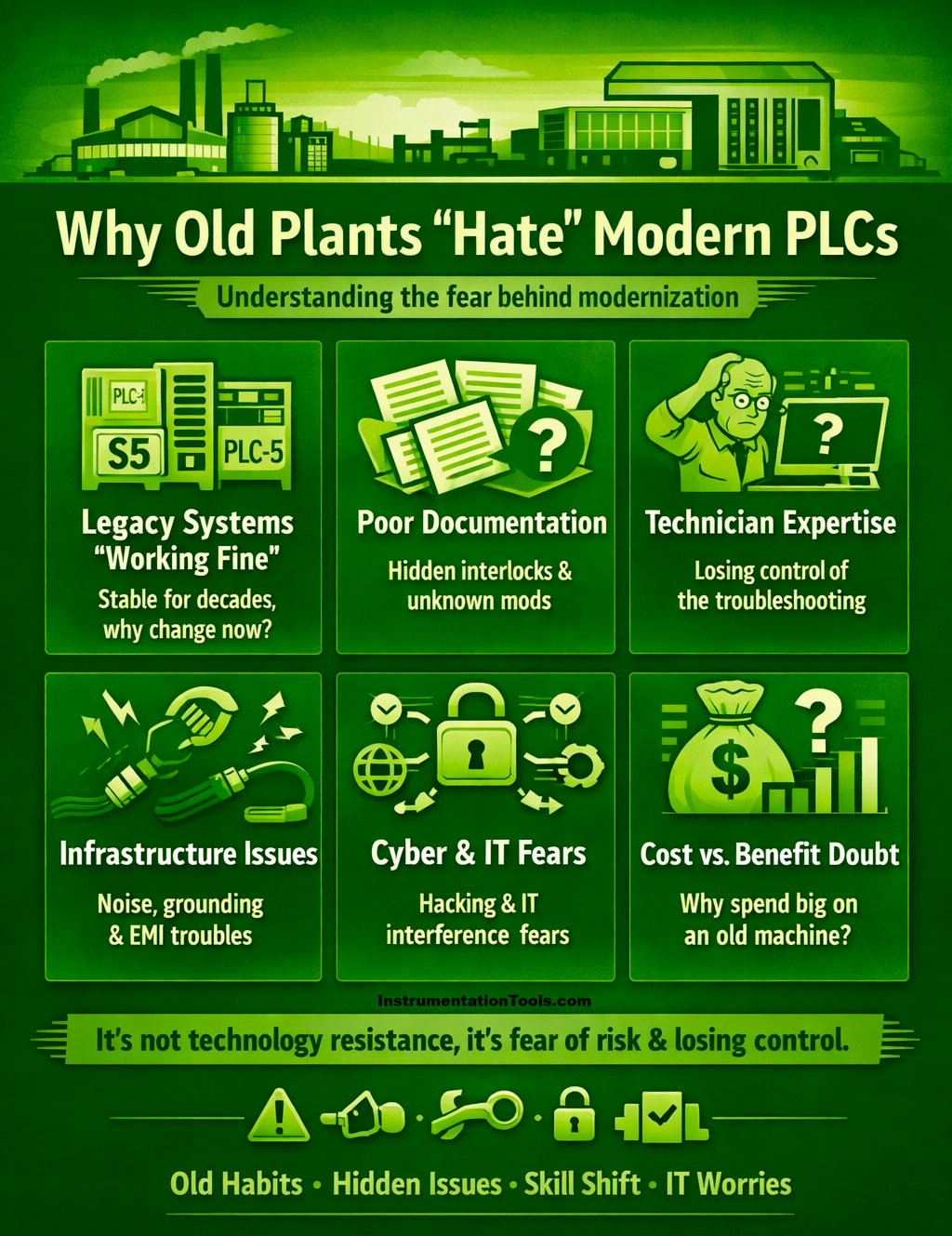
IT integration and cybersecurity anxiety
Modern PLCs are no longer isolated controllers sitting quietly inside a panel. They connect to SCADA, MES, historians, and sometimes even cloud platforms. This means coordination with the IT department, managed switches, firewalls, IP addressing rules, and cybersecurity policies.
In older plants, OT and IT were completely separate worlds. Now, maintenance teams must deal with passwords, user roles, firmware updates, and remote access restrictions. This shift creates anxiety, not because the technology is bad, but because production teams fear losing autonomy.
A simple troubleshooting task may now require IT approval or network configuration changes. The plant feels more controlled, monitored, and exposed to cyber risks. That cultural shift, more than the PLC itself, creates resistance in older facilities.
Cost vs. visible benefit
A PLC upgrade is expensive, but its benefits are mostly preventive. Management sees a system that already produces the same number of units every day and naturally asks why a large investment is necessary. Unlike a new machine, a modern PLC does not immediately increase output, speed, or product quality in a clearly measurable way. Its real advantages are reliability, spare availability, diagnostics, and future expansion.
However, these benefits appear only when a major failure happens, and if the plant has not yet faced a catastrophic breakdown, the urgency is hard to justify. To decision-makers, modernization feels like spending money to fix a problem that has not yet occurred, so the project keeps getting postponed, reinforcing the perception that the old system is still good enough.