Safety Instrument loop in a plant operate in two modes:
Energized to safe mode works as contrary to that of De-energized to safe loop.
In Energized to safe loop, no electrical current flows through the instrument loop during plant normal condition. Loop will be energized during plant upset/trip/shutdown.
Energize to Safe Loop

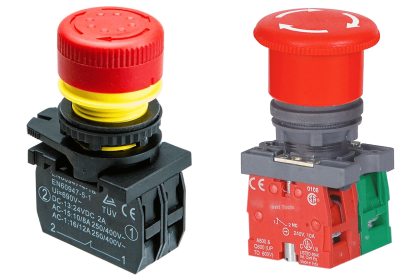
For illustration, see above picture of a simple unit consisting push button (PB) and solenoid valve controlling a deluge valve (XV). During plant normal condition (no fire) the push button contact is at open position so that no current flows within the loop.
Similarly, the solenoid valve of deluge valve is not being energized by electrical power. This condition drives the deluge valve to close position, prevents the fire water from ring main passing through the deluge valve.
If there is a fire in deluge coverage area, someone would activate the push button. Once activated, the switch within push button changes state to close position and enables electrical current flows within the loop.
This current will signal the control system and execute the predetermined action i.e. to open deluge valve by energizing the solenoid valve loop.
Therefore, once the solenoid valve energized, it will make the deluge valve to open, allowing water flows through to extinguish fire.
This mode is also commonly applied for ESD push button for shutting down a plant.
The purpose of having energized to safe system in such system is to avoid mis-operation of final element (activation of deluge valve on above example) due to instrument failure or unintended instrument cable disconnection.
Imagine if this system applies de-energized to safe mode instead. Even only one failure on solenoid valve cable or system side fault e.g. I/O card, will cause the deluge to open automatically.
Not only will this cause the equipment including surrounding instruments to wet, but this will also be dangerous as the equipment within the area is still not electrically isolated.Worse would happen in ESD push button, as it will cause a plant shutdown that results in production loss.
Additional Fact: Deluge valve is also activated by confirmed fire signal generated by flame detector, smoke detector or heat detector.









Interesting, never seen this , just thinking about fail-safe mode which is energizes instrument in normal operation.
Bro,
nice work you are doing out here educating the rest of the world by sharing your knowledge thanks a lot .
please do include that nice print button again so that we can read and re read your article offline.
thanks once again as i hope you will honor my request.
Hi, Thanks for the support. Recently website updated. I am facing a problem with print/pdf option. Hope the problem will be solved soon.
GREAT THANX