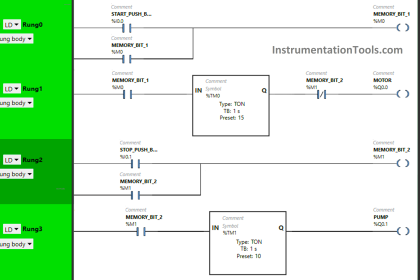
Design a ladder logic for Go-Down wiring for 3-rooms using plc programming and explain the Concept of Interlocking in PLC programs.
- I0.0 , I0.1 , I0.2 : Toggle switches of corresponding rooms 1, 2, 3.
- Q0.0 , Q0.1 , Q0.2 : Output coils (Bulbs) in room 1, 2 ,3.
Interlocking in PLC
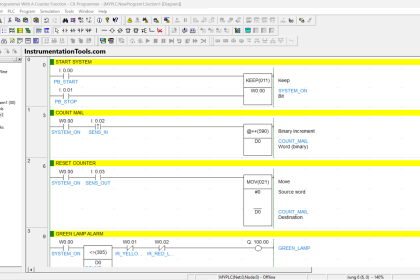
Seeing the ladder diagram we can infer that as soon as the person enters into room 1 and switches ON the toggle switch 1 (I0.0), the bulb of that room glows i.e, coil Q0.0 in rung 1 gets energized.

Now, the person moves into room 2 without switching OFF the toggle switch of room 1. As soon as he/she presses the toggle switch 2 (I0.1), the bulb of that room (Q0.1) starts glowing as its coil gets energized, while the bulb of room 1 itself goes OFF as its circuit is break by the interlock contact Q0.1 in rung 1 which is (N-C) type.
Similarly, when the goes into room 3 and presses switch 3 (I0.2) , the bulb of room 3 starts glowing and that of room 2 switches OFF keeping the bulb of room 1 already OFF. This is what we cover the going down from room 1 to room 2 to room 3.
Now as soon as the person wants to come back he/she again presses the toggle switch 3 (I0.2) which in turn breaks the circuit in rung 3 and the bulb (Q0.2) goes OFF. As soon as the bulb of room 3 goes OFF , the bulb of room 2 starts glowing again because here no longer the interlock contact Q0.0 remains open.
Similarly, pressing the toggle switch of room 2 (I0.1) switches OFF the bulb Q0.1 and in turn makes interlock contact Q0.l (N-C) from (N-O) and bulb of room 1 again start glowing by making the rung 1 logic TRUE. After pressing the toggle switch 1 (I0.0) again the bulb of room 1 i.e, Q0.0 goes OFF.





An interlock is a feature that makes the state of two mechanisms or functions mutually dependent. It may be used to prevent undesired states in a finite-state machine, and may consist of any electrical, electronic, or mechanical devices or systems.
Now in case of PLC I will explain you by an example:
Interlocks are conditions that must be TRUE in order for a particular output to be allowed to be energize.
Standard motor circuit:.
START STOP PUMP1 ----| |----+----| |----------------------( ) | PUMP1 | ----| |----+But suppose we never want to dead-head the pump (run the pump without someplace for the fluid to go), and there are two valves, either of which can block the flow.
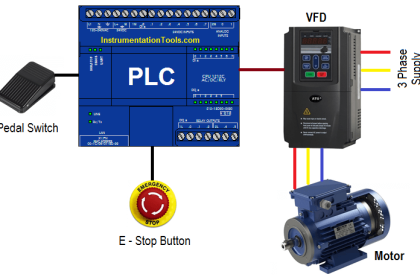
And we never want to run the pump if there is an E-stop (even though the E-stop will be wired to an MCR (master control relay), it’s still better to be safe than sorry.)
And we don’t want to run the pump if the high level switch is made.
And we don’t want to run the pump, when pump 2 is running (because they both feed the same pipe, and the pressure would be too great).
All of those become the interlock for the pump.
START STOP VALVE_A ESTOP HI_LEVEL PUMP2 PUMP1 ----| |----+----| |---+---| |---+----| |------|/|------|/|-------( ) | | | PUMP1 | | VALVE_B | ----| |----+ +---| |---+Note that the presence of the interlock conditions do not cause the pump to start – they just prevent it from starting if they aren’t there.
The term interlock orginialy started from mechanical inter-locks, where one object would literally lock another object in place if the first one was moving, and vice versa. The term has broadened to include any prohibitive condition.
You can understand the “inter-” part of the term when you realize that the code for pump2 would be the same as pump1, except that the pump1 contact would be the interlock instead of pump2
Some programmers (including me) take all the interlock conditions and have them power a single coil. Whether you program that coil such that -|/|- or -| |- is used on the rung is a matter of personal taste. It’s also the source of much semantic confusion:
“Pump1 is interlocked with pump2” – Does this men that you can’t run pump1 if pump2 is running, or do you mean that you can’t run pump1 until pump2 is running?
“Right now, valve1 is Interlocked” – Does this mean that there is a condition preventing it from openning, or that it’s OK to open it?
When you are working with someone on the interlock list, make sure you both understand which way you are talking.
Hope it works for you
Edit-1
Kindly Consider NC contacts instead of NO Contacts for STOP and E- STOP.
Reference – Quora