In PLC programming, most engineers focus heavily on interlocks, alarms, and sequences, but one of the most critical moments of a control system actually occurs before the plant even starts running. That moment is the instant a PLC changes from power-off to RUN mode.
A PLC does not immediately behave the same way after a restart as it does during normal operation. The controller first passes through a special condition called the startup (first) scan, and what the programmer does or forgets to do in this single scan can decide whether a plant starts safely or creates a serious operational problem.
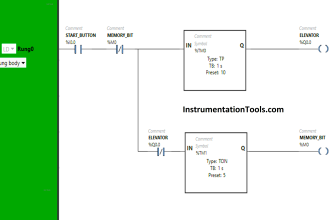
PLC Startup vs. Normal Scan Time
Many real plant incidents, such as motors unexpectedly starting, pumps running dry, or sequences jumping to the wrong step, are not caused by faulty hardware or bad wiring. They are caused by misunderstanding the difference between the startup scan and normal scan behaviour. In this post, we will see how real plants are impacted by these two types of PLC startup time and normal scan time.
PLC does not start like a running machine, but wakes up confused
When a PLC enters RUN mode after power-on, it has program memory, but it does not yet trust field signals. Inputs may still be stabilising, contactors not picked up, transmitters warming up, and network I/O not communicating. However, the logic already executes. This creates a dangerous condition where the PLC executes logic using old internal memory + incomplete real-world information. In a normal scan, the controller assumes the plant is already operating, and signals are valid. In the startup scan, that assumption is wrong because the controller is basically synchronising with reality.
Real plant impact:
After a shutdown, a level transmitter may still output 12 mA while the tank is actually empty because the instrument hasn’t powered up fully. The PLC believes the tank is at a level and allows a pump start permissive. The pump runs dry for 20-30 seconds before the signal corrects, damaging the mechanical seal.
Latched bits remember the past, but the machines don’t
PLC memory is retentive (by design). Many bits like motor run commands, auto mode, sequence step numbers, and batch states remain stored even after a power failure. But the plant does not remember like the PLC.
After power loss:
- Motors physically stop
- Valves drift to the fail position
- Pressure drops
- Material movement stops
However, inside the PLC, the last condition may still exist – “Motor was running”. So when power returns, PLC tries to restore that condition. This is where the startup scan becomes critical, as it is the only chance to clear the memory that no longer matches reality.
Real plant impact:
A conveyor feeding a crusher was running before a power trip. After power returned, the PLC still had the conveyor run latch ON. The conveyor immediately started while maintenance staff were cleaning the spillage near the belt. No wiring fault existed, but the program simply restarted from stored memory instead of forcing a fresh operator start.
Sequences and batch steps resume from the middle
Many PLC programs run step-based logic (fill → mix → heat → discharge). The current step number is usually stored in a retentive integer so that, during normal operation, the process continues smoothly. But after a power failure, the process conditions are lost, while the step number remains.
Example:
PLC remembers → Step 5: Discharge tank
Reality → Tank may already be empty or half full.
The PLC does not verify history. It only executes the step it remembers. Startup scan is used to force sequences to a safe initial state (Step 0 / Idle) and re-establish process conditions.
Real plant impact:
In a chemical mixing skid, power failed during heating. After the restart, the PLC resumed at the discharge step because the step counter was retained. The discharge valve opened before mixing and temperature control were completed. An off-spec batch was produced and had to be scrapped, causing production loss, which was not a hardware failure but only a missing startup reset.
Alarms behave differently during startup
Alarms are designed for abnormal conditions during running operation, not for the moment when a plant is just waking up. At startup, many parameters are naturally outside normal limits:
- pressure = 0
- flow = 0
- temperature = ambient
- Tank level not yet reached
If alarm logic is active immediately, the PLC generates a storm of false alarms. Operators then acknowledge everything blindly and may miss a real fault later. Good programs temporarily mask, delay, or validate alarms during the startup scan until the process reaches a stable state.
Startup scan, therefore, protects not the machine, but the operator’s attention.
Real plant impact:
After a plant blackout, the HMI displayed 150+ alarms within one minute – low pressure, low flow, low temperature everywhere. Operators acknowledged all alarms just to clear the screen. A genuine lubrication pressure failure occurred shortly after, but was ignored because it looked like another startup alarm. The gearbox seized within hours.
Communication networks are not ready when the PLC is ready
Modern PLCs rarely control only local I/O. They depend on remote I/O racks, VFDs, analyzers, safety PLCs, and SCADA over Ethernet/fieldbus networks. After power restoration, the PLC CPU enters RUN quickly, but network devices connect one by one:
- switches boot
- remote I/O adapters negotiate
- drives establish communication
- SCADA tags update later
During this time, the PLC may read:
- Last good value
- zero
- communication fault value
- or no data
If logic immediately acts on these, wrong decisions occur. The startup scan should wait for a healthy communication status before allowing operation.
Real plant impact:
A remote I/O rack controlling cooling water valves took 6 seconds to reconnect after a power dip. The PLC saw zero flow feedback during that period and tripped the compressor on low cooling flow. Production stopped, but the cooling system was actually fine. A simple communication-ready permissive in the startup logic would have prevented the nuisance trip.
Safety and maintenance conditions are unknown after power returns
A power failure freezes the machine, but not the human activity around it. During an outage, operators or maintenance teams often:
- Isolate valves manually
- remove guards
- insert tools
- Lock a drive locally
- keep a panel open
The PLC has no awareness of these temporary field conditions unless it is forced to reconfirm them. If the controller immediately resumes operation, it assumes the plant is still in production condition, which may be completely untrue.
Startup scan is therefore used to require:
- operator acknowledgement
- reset pushbutton
- sometimes safety reset
It ensures a human confirms the machine is safe before motion is allowed.
Real plant impact:
During a night outage, technicians manually closed a steam valve and opened a pump coupling guard for inspection. When power returned early in the morning, the PLC resumed normal logic and attempted to start the pump sequence. The local interlock saved the motor, but the rotating shaft could have injured personnel. A mandatory startup reset would have prevented the attempt.
Any PLC can run a machine when everything is already stable. The real test of a control system is how it behaves after a disturbance, like a power loss, an emergency stop, or a CPU restart. If a program only works during ideal conditions, it is merely switching outputs based on logic.
A properly engineered program first rebuilds the process state, checks equipment readiness, confirms operator intent, and then allows operation. That rebuilding happens only during the startup scan.
In other words:
Normal scan = control logic
Startup scan = operational philosophy
In this way, we saw the PLC startup time and normal scan time difference and understood how it impacts plant operation.