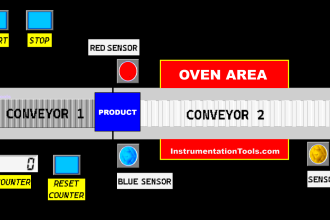
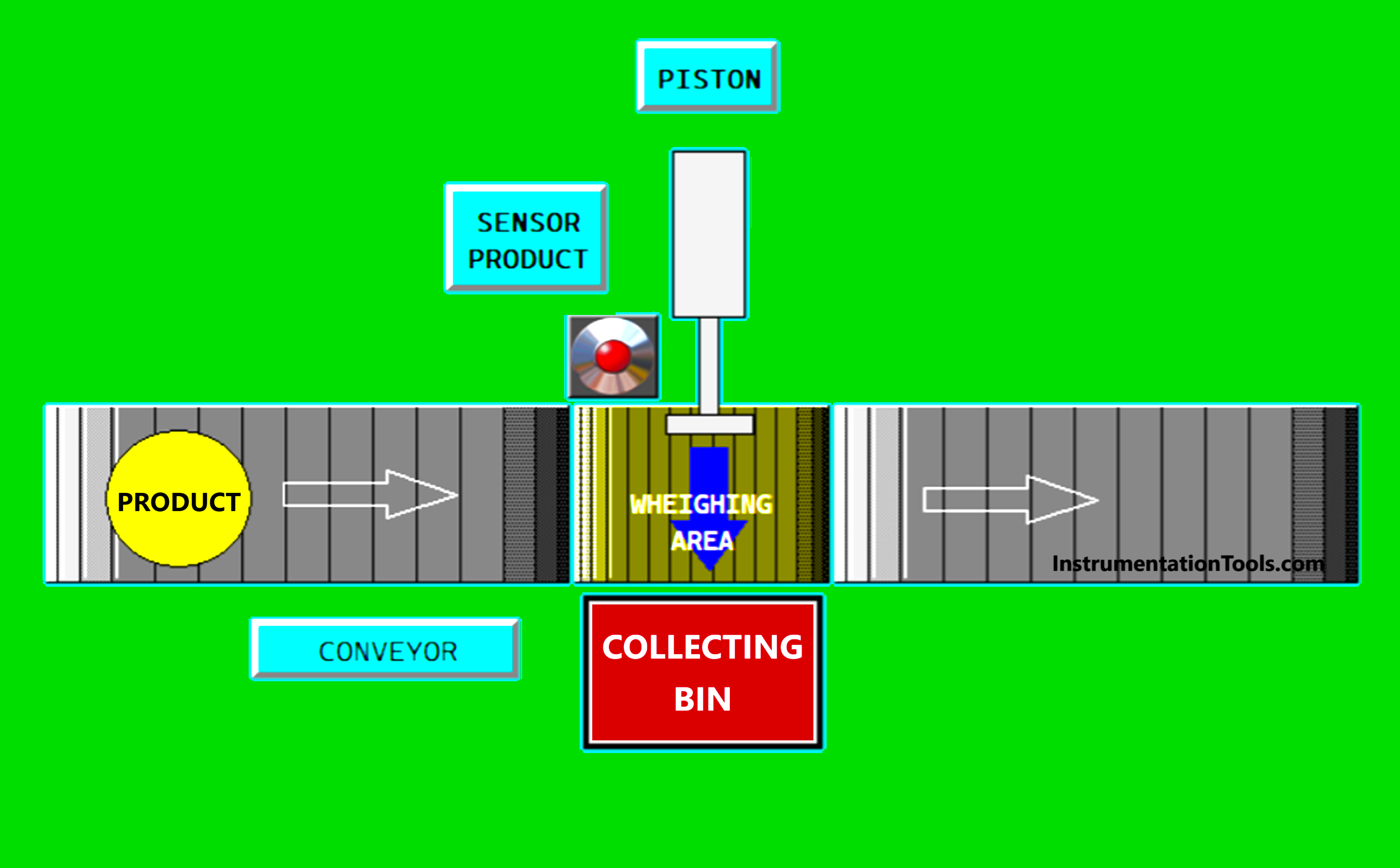
This article explains how an Automatic Packaging Machine works that can select products based on weight. Products carried by the conveyor will be weighed when they arrive at the weighing area. If the product weighs 25 grams, the system will activate a piston to move it to the Collection Bin, and the number of products will be counted. If the product weight does not match with the 25-gram weight then the product will be rejected using a piston.
Weight-Based Packaging
The inputs for the PLC program are mentioned as follows.
- The PB_START (0.00) button is used to turn ON the system.
- The PB_STOP (0.01) button is used to turn OFF the system.
- The RESET_COUNTER (0.02) button is used to Reset the Counter data.
- The SENSOR_PRODUCT (0.03) sensor is used to detect products carried by the conveyor.
- Limit Switch LS_PISTON (0.04) is used to give feedback to the PLC when the piston has reached the maximum forward position.
The Conveyor CONVEYOR (100.00) will Run when this system is turned ON.
Sequence-1
When the sensor SENSOR_PRODUCT (0.03) detects a product in the Conveyor weighing area, CONVEYOR (100.00) will Stop momentarily for 3 seconds.
If the weight of the product is Not Equal to 25 grams, then the Piston PISTON (100.01) will Push the product into the Collection Bin. Next, Conveyor CONVEYOR (100.00) will Run again.
Sequence-2
If the product weighs 25 grams, the Conveyor CONVEYOR (100.00) will Run again to carry the product. Next, products that weigh 25 grams will be counted in the memory word COUNTER (D10).
I/O Addressing
| Comment | Input (I) | Output (Q) | Memory Word | Memory Bits | Timer |
| PB_START | 0.00 | ||||
| PB_STOP | 0.01 | ||||
| SENSOR_PRODUCT | 0.03 | ||||
| LS_PISTON | 0.04 | ||||
| RESET_COUNTER | 0.02 | ||||
| CONVEYOR | 100.00 | ||||
| PISTON | 100.01 | ||||
| TIMER1 | T0000 | ||||
| PV_PRODUCT | D0 | ||||
| COUNTER | D10 | ||||
| SYSTEM_ON | W0.00 | ||||
| CUTOFF | W0.01 |
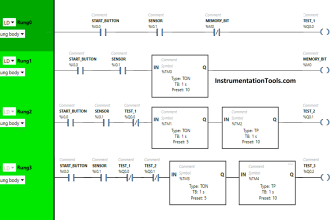
PLC Programming
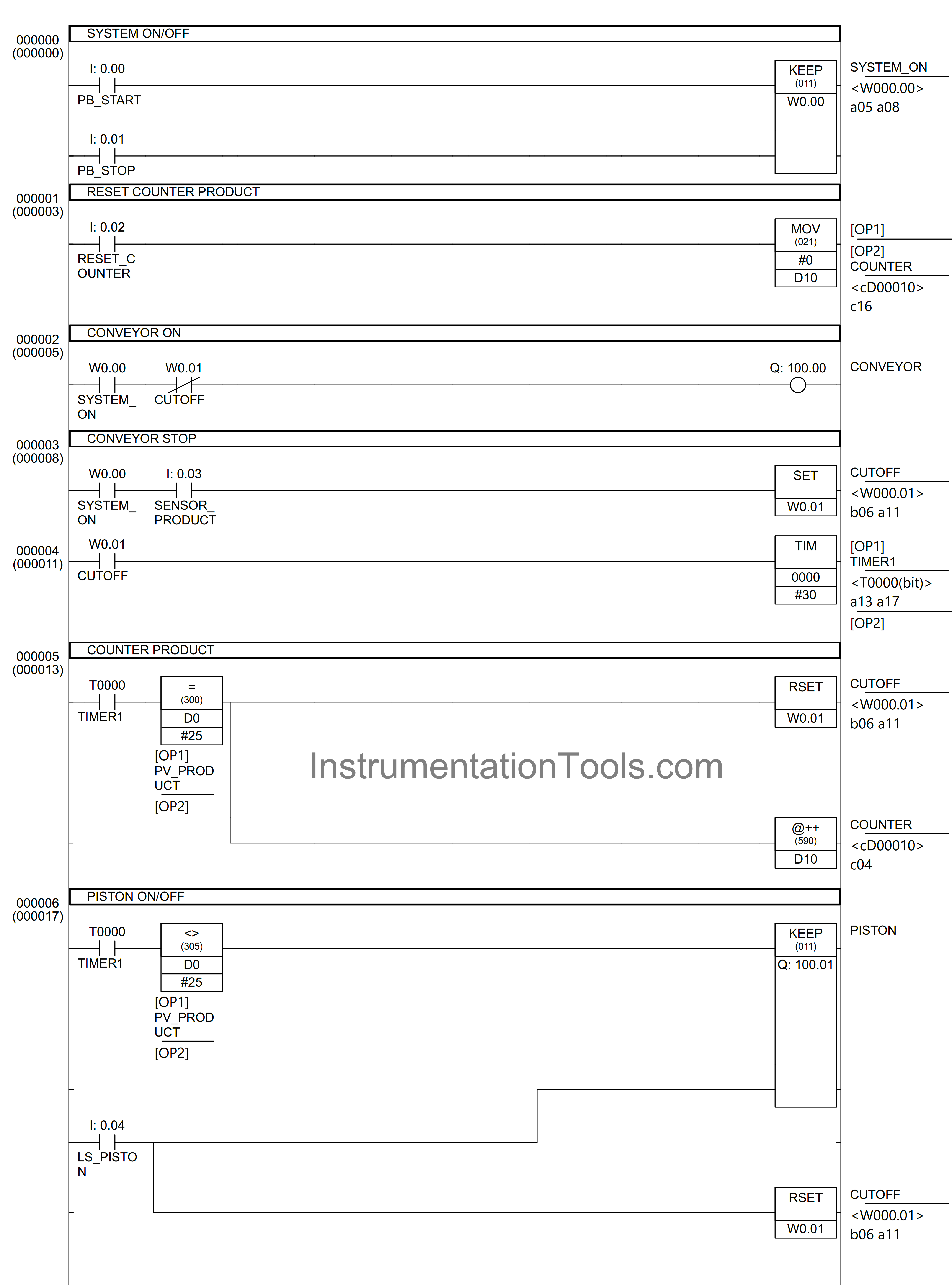
RUNG 0 (SYSTEM ON/OFF)
In this Rung, the memory bit SYSTEM_ON (W0.00) changes to the HIGH state when the PB_START (0.00) button is Pressed. The memory bit SYSTEM_ON (W0.00) remains in the HIGH state even though the PB_START (0.00) button has been Released because it uses the KEEP instruction.
The memory bit SYSTEM_ON (W0.00) will change to the LOW state if the PB_STOP (0.01) button is Pressed.
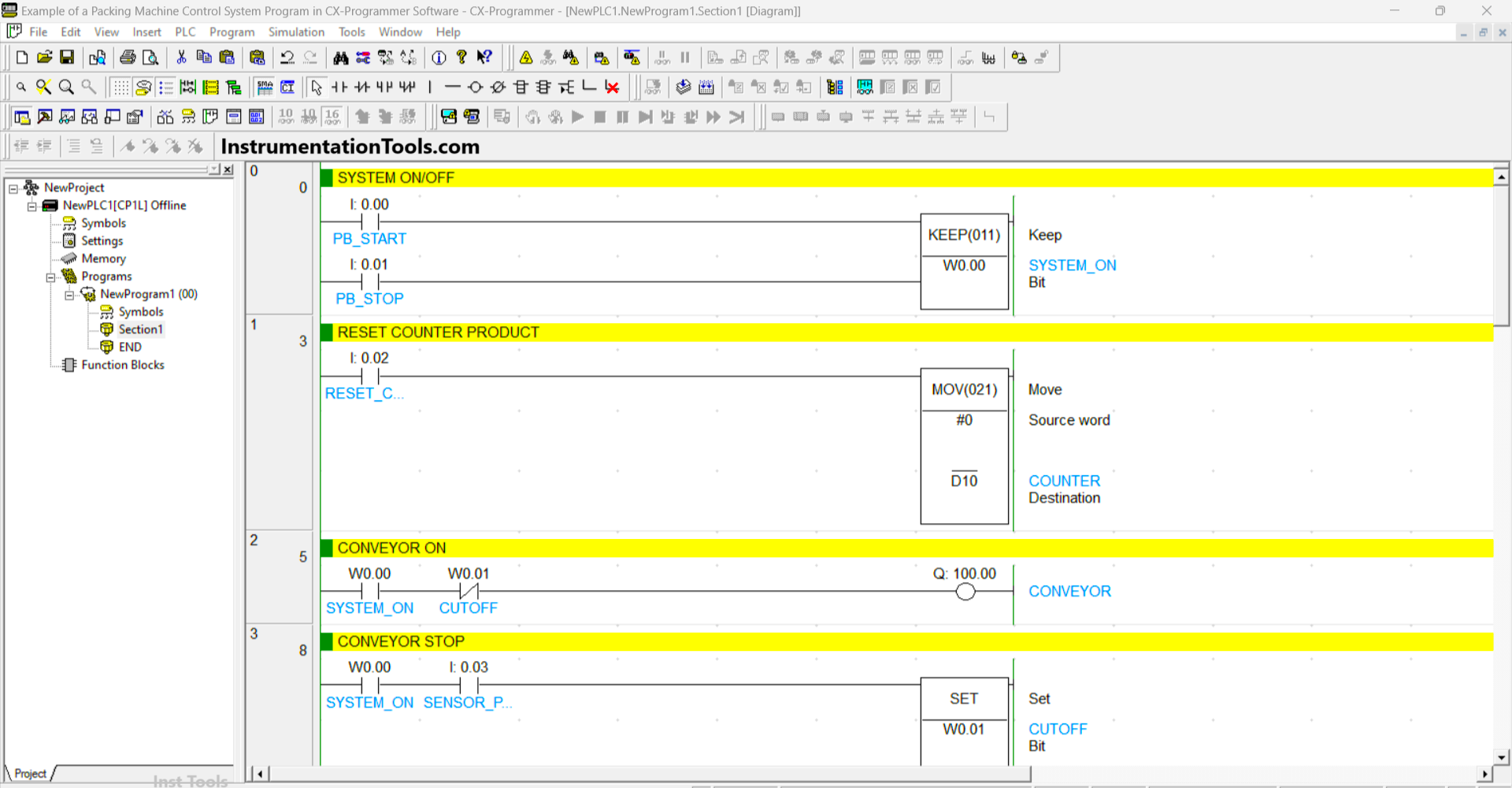
RUNG 1
In this rung, the value in the memory word COUNTER (D10) will be Reset to zero “0” when the RESET_COUNTER (0.02) button is Pressed. Because the MOV instruction moves the zero value “0” to the memory word COUNTER (D10).
RUNG 2 (CONVEYOR ON)
The CONVEYOR (100.00) output will be ON if the NO contact of memory bit SYSTEM_ON (W0.00) in the HIGH state. The CONVEYOR (100.00) output will be OFF if the NC contact of memory bit CUTOFF (W0.01) is in the HIGH state.
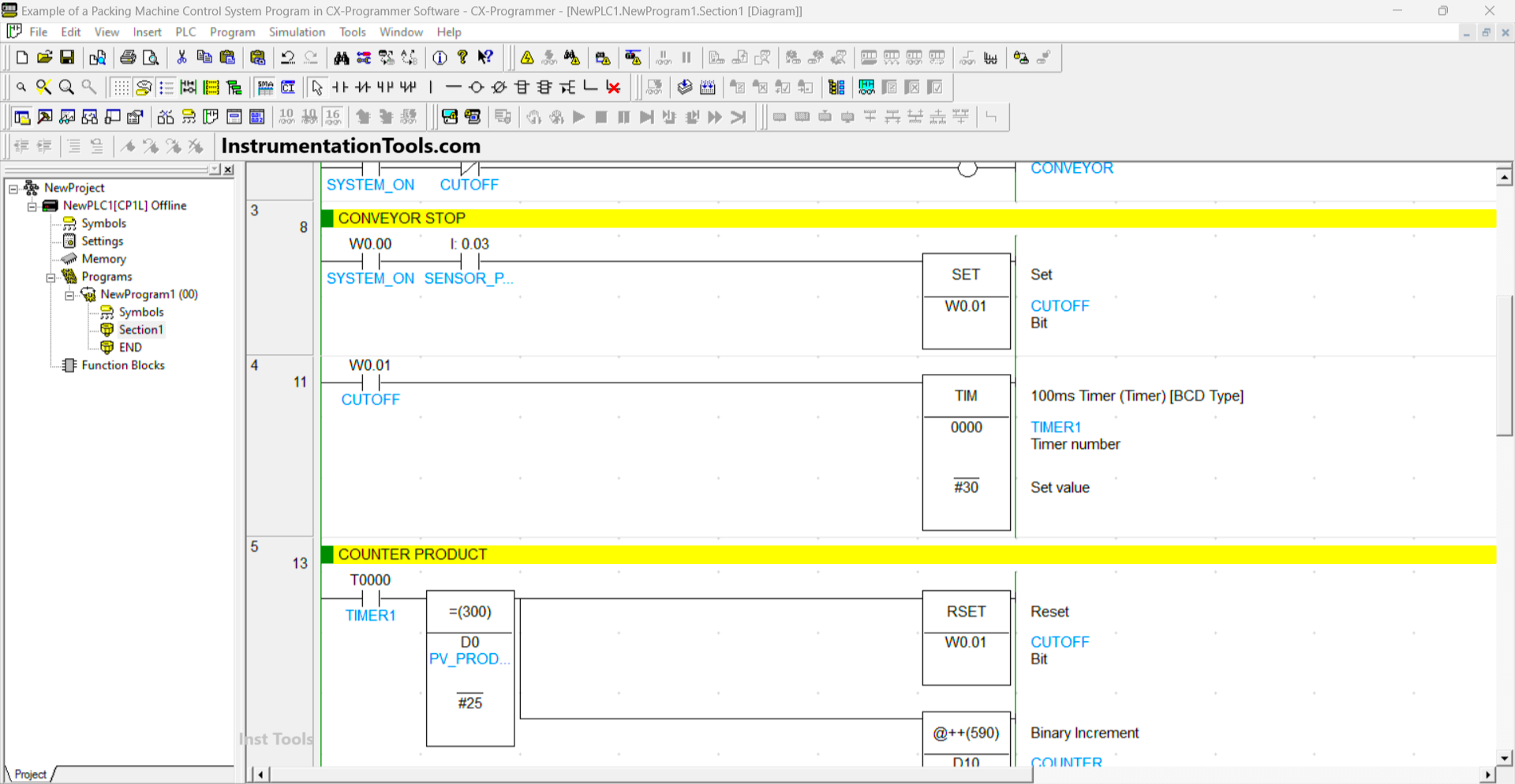
RUNG 3 (CONVEYOR STOP)
In this Rung, the memory bit CUTOFF (W0.01) will be in the HIGH state if the NO contacts of memory bit SYSTEM_ON (W0.00) and Sensor SENSOR_PRODUCT (0.03) are in the HIGH state.
The memory bit CUTOFF (W0.01) will remain in the HIGH state even though the Sensor SENSOR_PRODUCT (0.03) is in the LOW state because it uses the SET Instruction.
RUNG 4
In this Rung, Timer TIMER1 (T0000) will Start counting up to 3 seconds if the NO contact of memory bit CUTOFF (W0.01) is in the HIGH state.
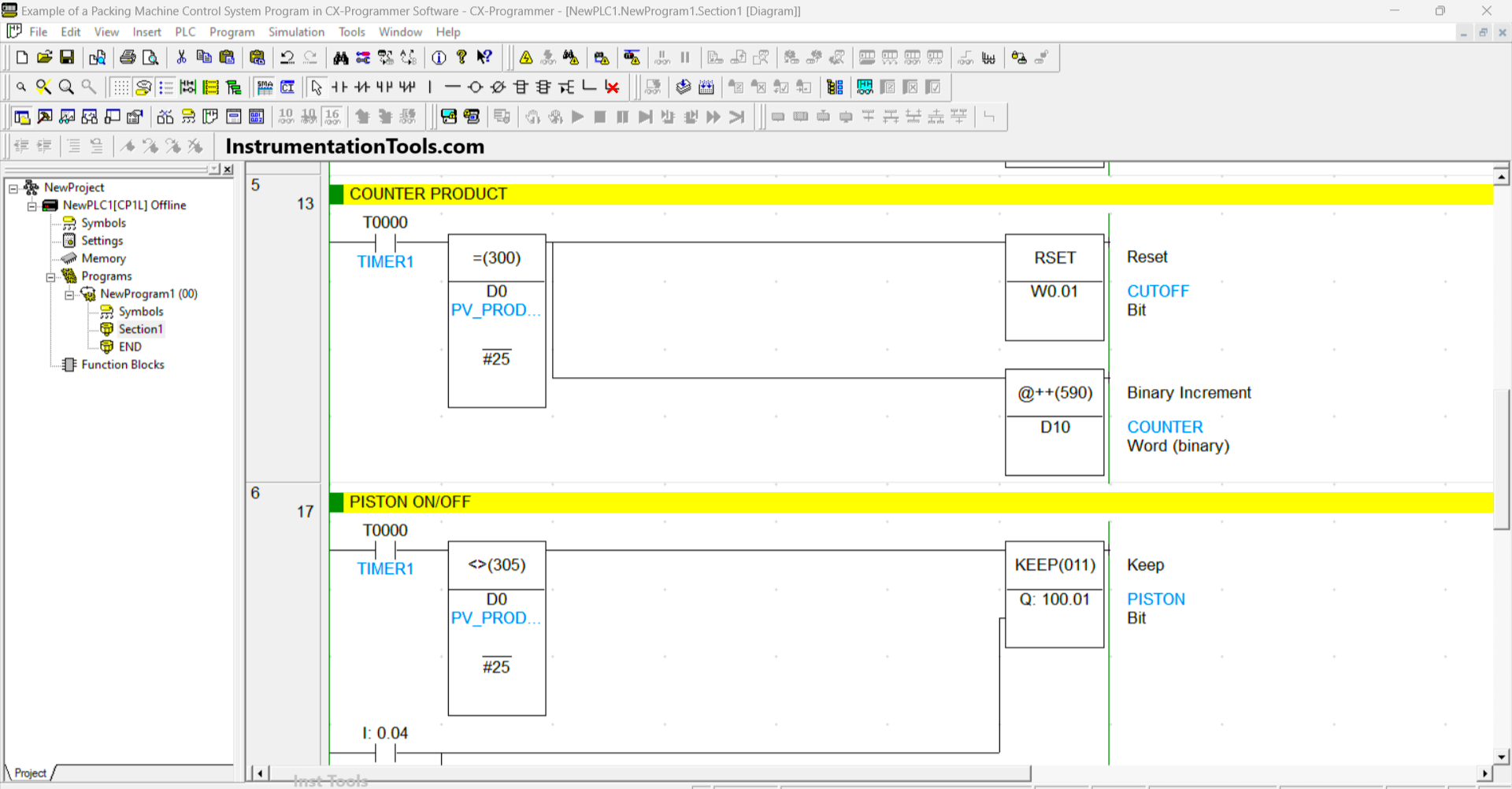
RUNG 5
If the NO contact of TIMER1 (T0000) in the HIGH state and the value in memory word PV_PRODUCT (D0) is Equal to “25”, then the memory bit CUTOFF (W0.01) will be in the LOW state and the value in memory word COUNTER (D10) will increase (+1).
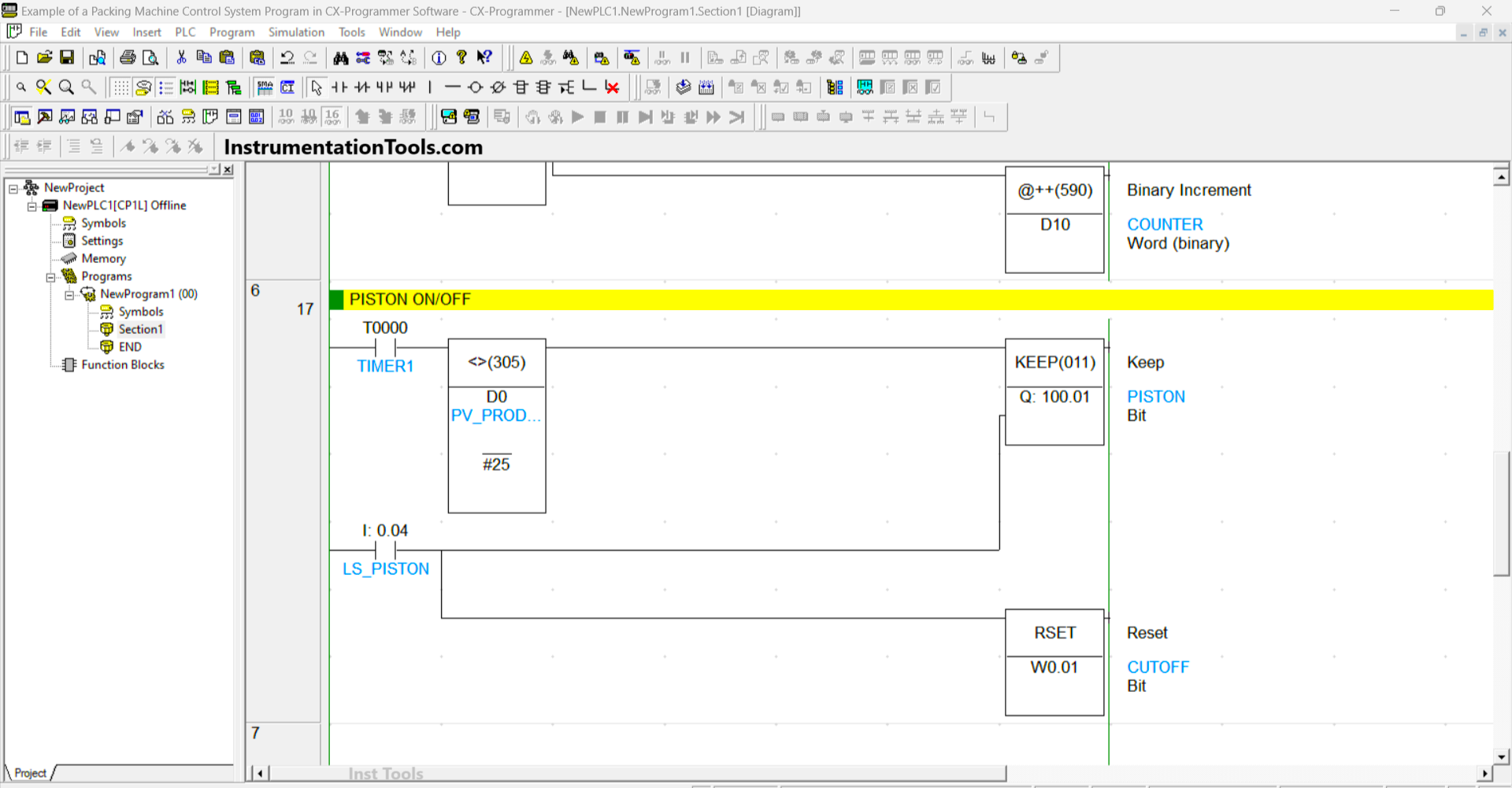
RUNG 6 (PISTON ON/OFF)
In this Rung, the PISTON (100.01) output will be ON if contact NO of TIMER1 (T0000) is in the HIGH state and the value in memory word PV_PRODUCT (D0) is Not Equal to “25”.
The PISTON (100.01) output will be OFF and the memory bit CUTOFF (W0.01) will be in the LOW state if the Limit Switch LS_PISTON (0.04) is in the HIGH state.
Read Next:
- Simple Conveyor Control PLC Program Example
- PLC Sequential Control of Three Lights with Reset
- PLC Packing Machine Control System Program
- PLC Batch System for 4 Tanks Mixing Program
- Basic PLC Conveyor System for Product Handling