Industrial process failures and production downtime are inevitable at any facility. Production lines face many challenges in the pursuit of keeping it running and producing with the required criteria.
And a big challenge for any maintenance engineer is to minimize the downtime of the product line and also the number of stops due to failures. But that is not achievable all the time, and you’re bound to have some setbacks that cause line stops and production downtime.
In this article we will try to find another way of viewing the production stops and how can we gain some benefits from it. It might sound strange, but let’s try.
First, let’s classify different reasons for production line downtime.
Production line stops due to failures can be classified as follow:
Some mechanical failures in a production line
Some electrical failures in a production line
This happens when the production line is running, but the production criteria required cannot be achieved, which requires some changes in the process parameters, and sometimes that can lead to production stopping for a while to figure out the actual cause of deviating from the needed criteria.
Any failure in one of the previous systems can cause line stops and production downtime. And in this article, we will talk about how to make use of time used to resolve these issues.
In this article, we are not talking about how to reduce downtime or minimize line stops which is a very important topic as well, here we will focus on how to use the inevitable downtime for our gain.
As a maintenance engineer, you should have a plan for planned maintenance, which is usually done at a specific time, for example, every 3 months, 6 months, or yearly.
This planned maintenance usually is executed all together at the same time which needs a lot of production time stop.
Following is a sample table giving an example of a maintenance plan for a production process.
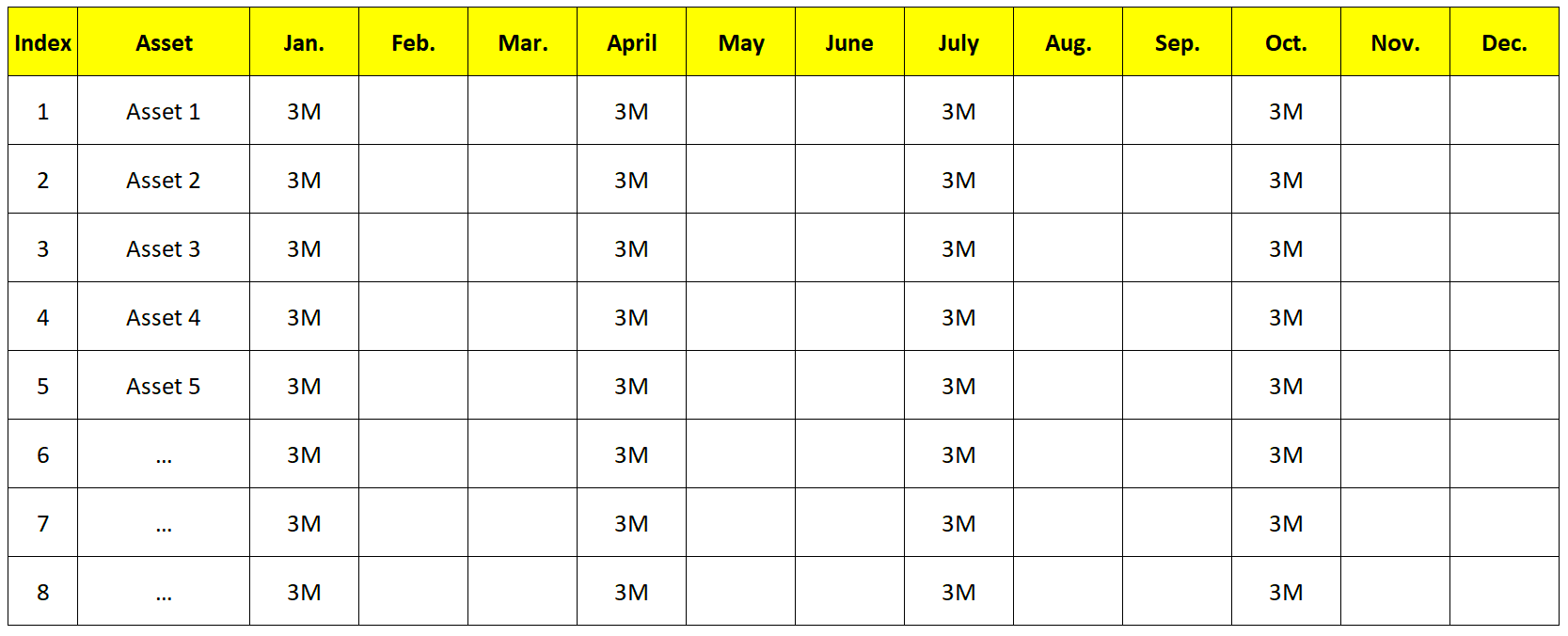
As you can see from the above table Asset 1 is planned for 3M maintenance in Jan. and the next time will be in April.
The maintenance scheduled time for each asset is shown in the next picture.
The maintenance plan as shown before will need the 5 assets a production stop for at least 1610 minutes. That means more than a whole day – 26 hours – of production downtime for only 3M planned maintenance.
Let’s discuss these with detailed explanations.
You can reduce maintenance time with more manpower executing the maintenance, but that is not an option for many facilities. So you have to plan your maintenance according to how many personnel you have.
Sometimes you need to wait for other departments to finish their work before you can start yours. Conflicts between mechanical and electrical maintenance are the very common reason why you need more time to finish.
A simple example of that is when the mechanical team needs an electrical team to disconnect the power cable of a motor so they can change its bearing. And all manpower of electrical team is doing other tasks at the moment.
Trying to finish all 3M maintenance for all assets at one production stop means you need to do a lot of works and maintenance points.
Now, check the following maintenance plan structure.
You see how now Asset 1 is divided into 5 different sections, each section has its 3M maintenance, and by executing all 5 sections you will finish the 3M for Asset 1.
The next picture shows how the maintenance times are affected.
As you can see, Asset 1 maintenance time is still 400 minutes, so how is this structure any different?
As mentioned before, production downtime due to failures is inevitable, so you can expect to have some hours of production downtime due to different failures, and here is where the new maintenance structure can be of benefit to you.
Check the following sample of production downtime due to failures in January.
See, how we lost about 760 minutes of production time in January. With the old maintenance structure, all this downtime is completely wasted. But with the new maintenance structure you can benefit from some of the Downtime presented because when there is a mechanical failure in the line, you would expect the mechanical team to respond to that failure, with all other teams having nothing to do.
But now, when the production stopped for 100 minutes on the 3rd of Jan because of an electrical failure, the mechanical team can use this time to finish some of the planned maintenance for this month.
All following maintenance can be done within the downtime period:
So in the 100 minutes of downtime, there are 6 items that can be executed within the stoppage time, it all depends now on the manpower available and how much it can finish within this time.
Another example is when a mechanical failure caused production to stop for 250 minutes on the 15th of Jan, the Maintenance department can use this time to try and finish some of the other maintenance tasks for this month.
They can finish one of the following:
| Asset 3 | 120 minutes |
| Asset 5 | 170 minutes |
So, you can see how now the inevitable downtime of your production line will be of benefit to you in reducing overall maintenance time. So when the production stops for the planned maintenance, you will not use as much time as you needed before.
This simple change in your maintenance structure is helpful as long as you can divide your assets into smaller sections. The more sections you can divide your assets, the more likely you would be able to use failures downtime for your benefit.
Learn an example PLC program to control a pump based on level sensors using ladder…
In the PLC timer application for security camera recording, when motion is detected then camera…
In this example, we will learn batch mixing with PLC ladder logic program using timer…
This PLC example on manufacturing line assembly is an intermediate-level PLC program prepared for the…
In this article, you will learn the PLC programming example with pushbutton and motor control…
This article teaches how to convert Boolean logic to PLC programming ladder logic with the…





