When we use digital instruments in PLC logic, we mostly have to develop alarms for them according to the control philosophy. We use it to either interlock a process or just give a warning message to the user.
We have to carefully design the logic, considering the criticality of the process. In this post, we will learn how to develop digital alarms for PLC programming using a functional block diagram in Studio 5000 based on process interlocks.
PLC Programming for Digital Alarms
Let us understand the case scenario first. We have a pressure sensor in the system. We use this sensor to create an interlock for the process, in case it becomes high.
This interlock is required to prevent the pressure from going high and damaging the process. There are two cases in the logic.
In the first case, if pressure remains high for 5 seconds, then the system will trip. The system can be restarted only after pressing the alarm reset button. Before the system trip, if pressure becomes normal at any time, then the timers will reset.
In the second case, if pressure remains high for 5 seconds, then we first give a warning message and alarm to the operator. This warning can be used to operate a safety device in the process of bringing the pressure down. If the pressure is still high for more than 5 seconds, then the system will trip.
The system can be restarted only after pressing the alarm reset button. Before the system trip, if pressure becomes normal at any time, then the timers will reset.
Studio 5000 Tutorial
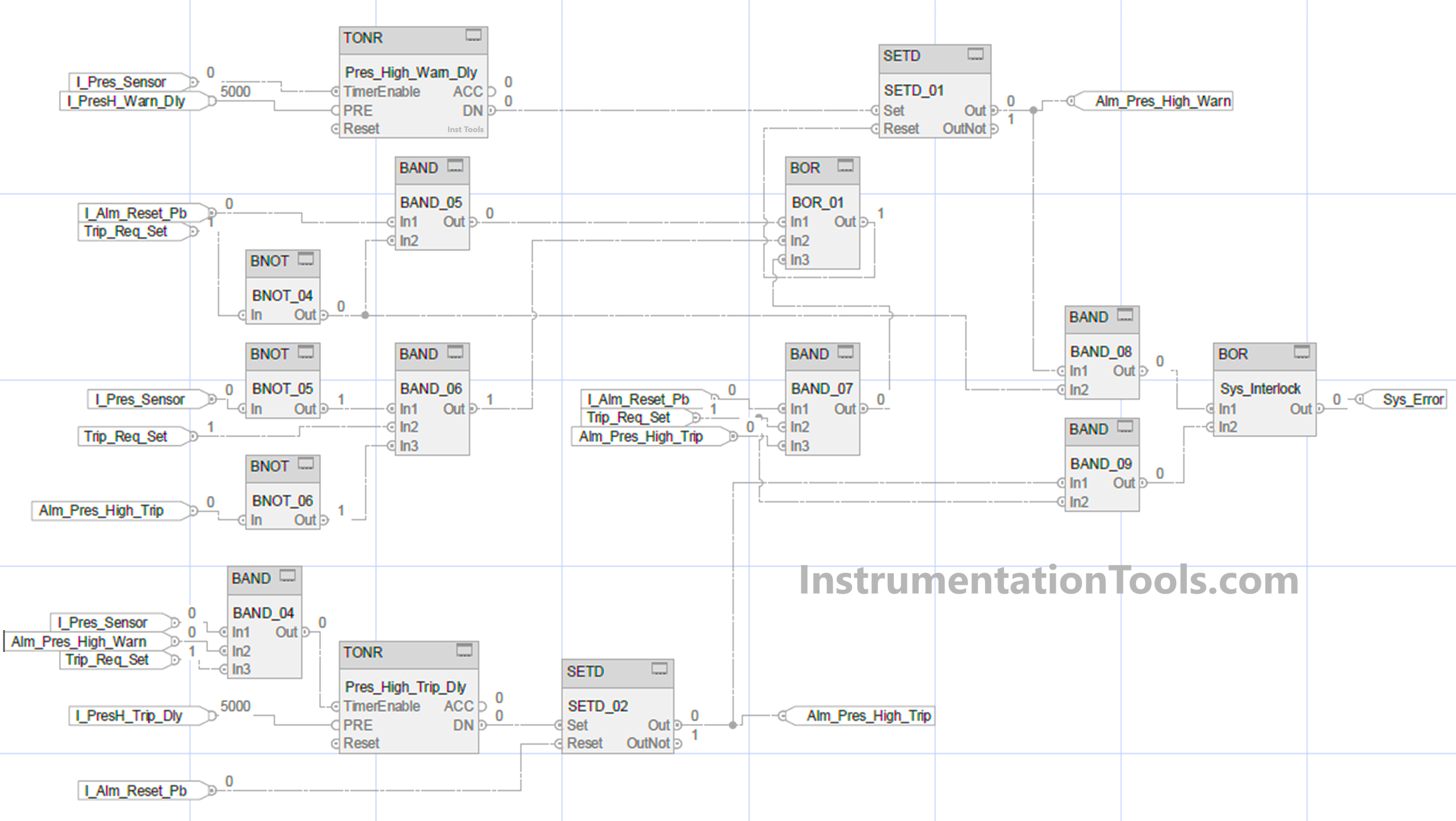
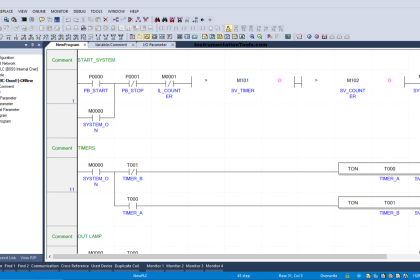
Let us write the logic now. Refer to the below image. We will write using a functional block diagram in Studio 5000 software (Rockwell Automation).
These are the following input variables – pressure sensor, pressure high warning delay set, alarm reset push button, trip logic selection, and pressure high trip delay set.
These are the following output variables – pressure high warning, pressure high trip, and system error.
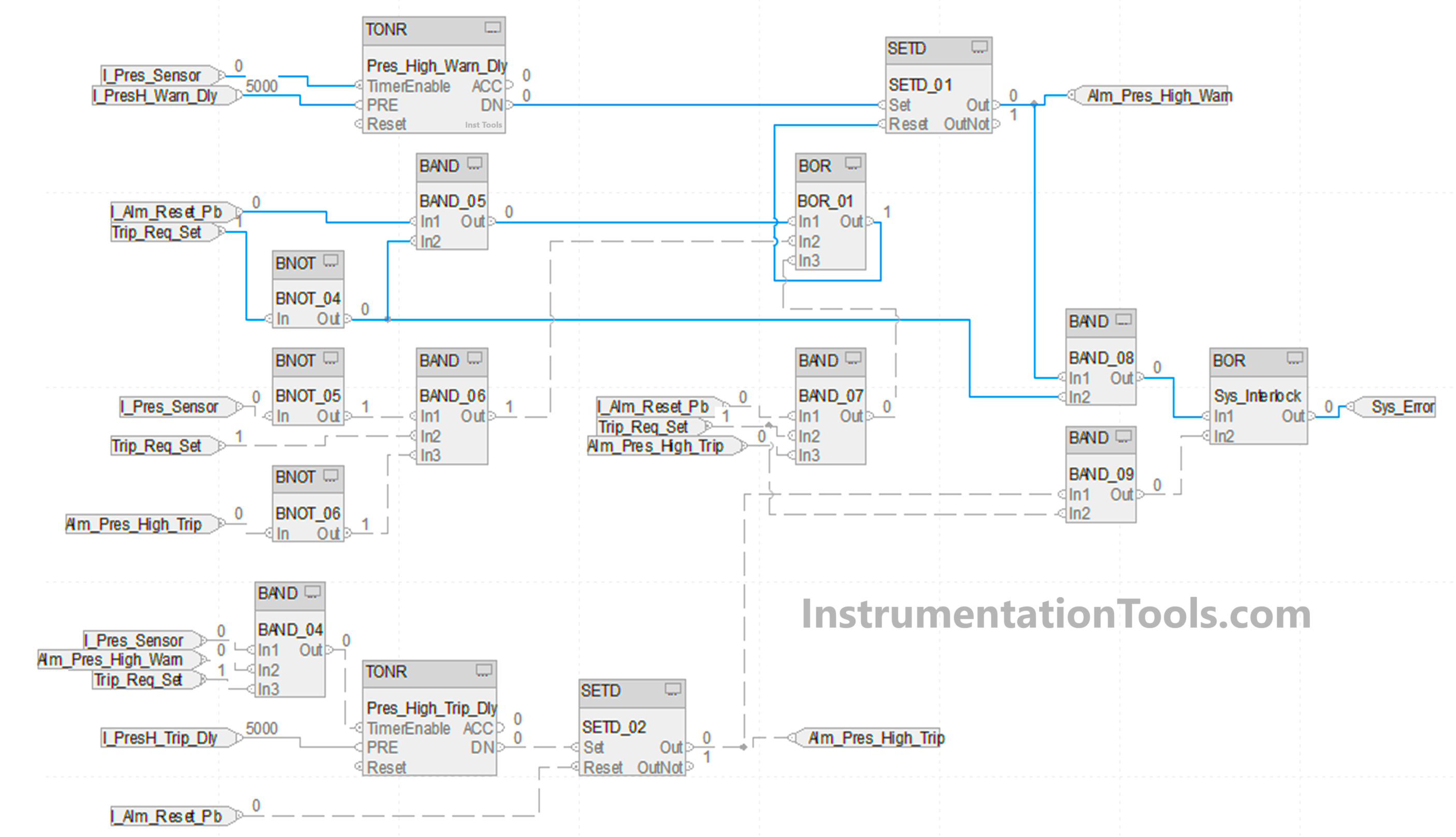
We will see the first case. Refer to the below image. The blue lines indicate the working of the first case. We use a timer for checking high pressure. It starts with the input of a pressure sensor for a set value of 5 seconds. If the timer is running and the pressure input goes low, then the timer is reset. After the timer is done, the bit named alm_pres_high_warn is set.
We used the SETD block here. In this block, there are two inputs – set and reset. If the set bit is high, then the output is set. If the reset bit is high, then the output is reset, on the condition that the set input is not high.
This means that set input is given priority over reset input. For resetting the alarm, we use the AND logic of the reset button and negate trip selection. The sys_error bit is set by using the AND logic of the alarm generated and negating trip selection.
We will see the second case. Refer to the below image. The blue lines indicate the working of the second case. We will continue from the first part where the warning bit is set.
Now, the system error will not be generated because we are using trip_req_set now as 1; which will automatically work according to our second scenario.
We use a timer for checking high pressure. It starts with the AND logic of the pressure sensor, alm_pres_high_warn, and trip_req_set for a set value of 5 seconds. After the timer is done, the bit named alm_pres_high_trip is set. We again used the SETD block here.
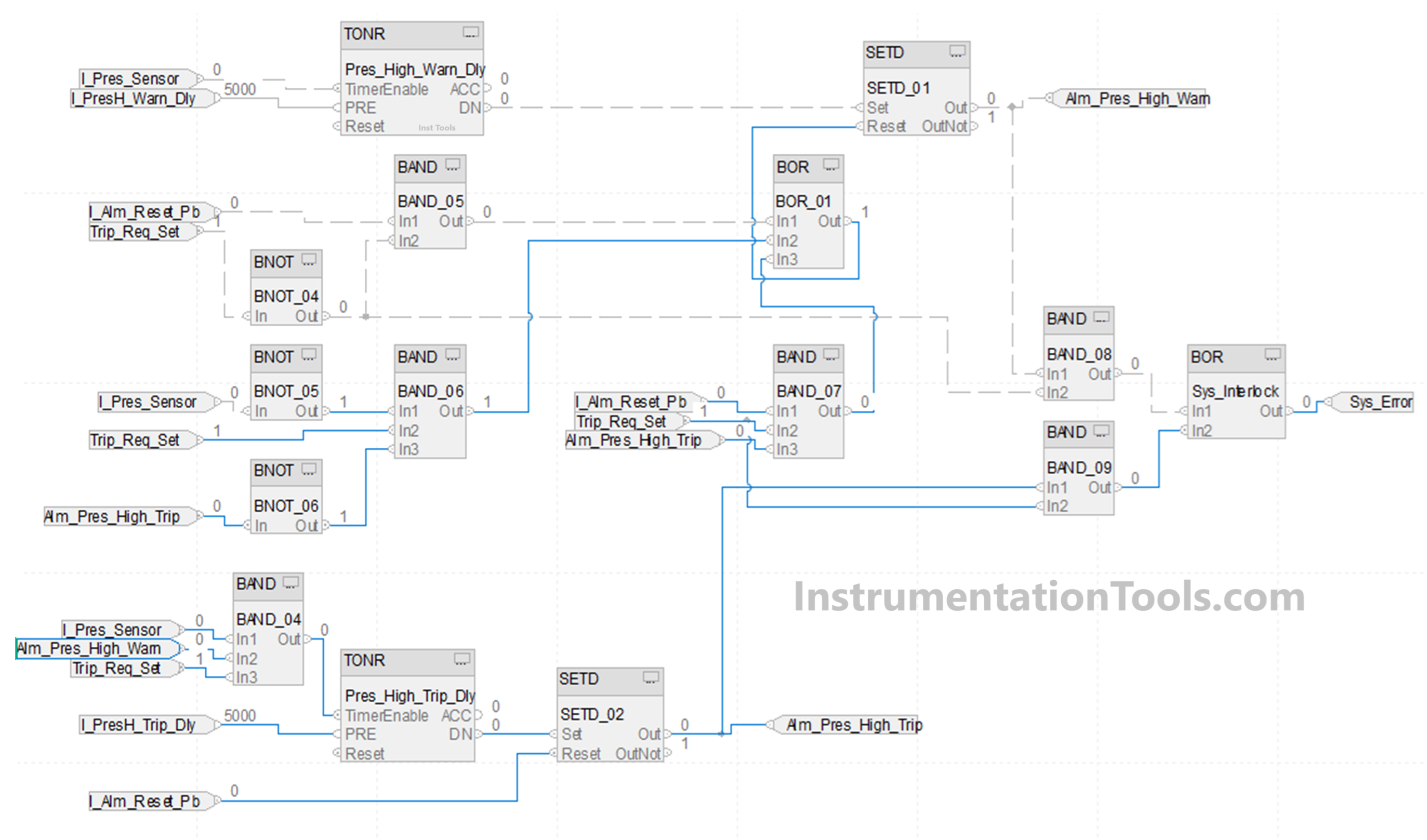
We will see the reset condition of the second case. The first alarm is reset by either this case – negate pressure sensor and trip_req_set selected and negate alm_pres_high_trip (means the alarm is gone if the pressure becomes normal before system trip) or by this case – alarm reset button and trip_req_set selected and alm_pres_high_trip means the alarm is gone if the reset button is pressed after system trip).
The second alarm can be directly reset after pressing the reset button. The sys_error bit is set by using the AND logic of the second alarm generated and trip selection.
In this way, we saw how to write a PLC logic for digital alarms using a functional block diagram.
Read Next:
- Studio 5000 and FactoryTalk View Studio
- Analog Input Devices in Studio 5000
- Electrical Motor Forward Reverse PLC Logic
- Product Painting with Omron PLC Program
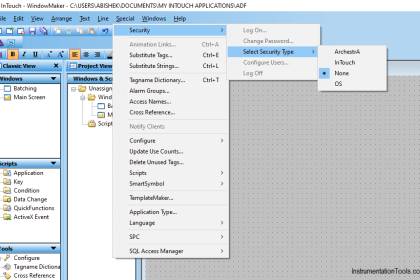
- How to Configure an Alarm in InTouch SCADA?





It looks like BAND_09 has two duplicate inputs from Alm_Pres_High_Trip. Is BAND_09 In2 supposed to be Alm_Pres_High_Warn?