Bottle capping system is an application of machine automation. The bottle capping is used to cap the bottles quickly in a short time and takes the production factor as very critical. The PLC program written for such applications must be quick and efficient to cap the bottles precisely. This is because precision and accuracy play a very important role here.
The program must be written in such a way that there should be no lag or delay in execution, as the system is fast. Otherwise, the machine will fail in operation. In this post, we will write the PLC program for bottle’s capping with a rotating mechanism using a functional block diagram.
Bottle’s Capping with Rotating Mechanism
Let us understand the case scenario first. Refer to the below image. We have a rotating cylinder in the mechanism which is used to rotate the bottles as they come. A sensor will first sense the bottle. If the bottle is not sensed for 20 seconds, then the cylinder will stop.
As soon as it is sensed, it will start again. Now, once the bottle has been mounted on the cylinder, there are two sensors kept aside on the cylinder assembly, one for putting the cap and the other for capping the cap tightly.
When capping is sensed for tightening action, the cylinder will stop for 2 seconds to allow the process to be done. When done, the cylinder will start again and throw the bottle out, indicating that it is done. And the cycle repeats for the next bottle.
Now, there are two things to note during the capping process – when the bottle is sensed for the first time to put on the cap, then the first cap motor will turn on for 1 second after 1 second to put the cap on the moving cylinder; and when the bottle is sensed for the second time to tighten the cap, then the cylinder will turn off after 1 second and the second capping motor will turn on to tighten the cap for 1.5 seconds.
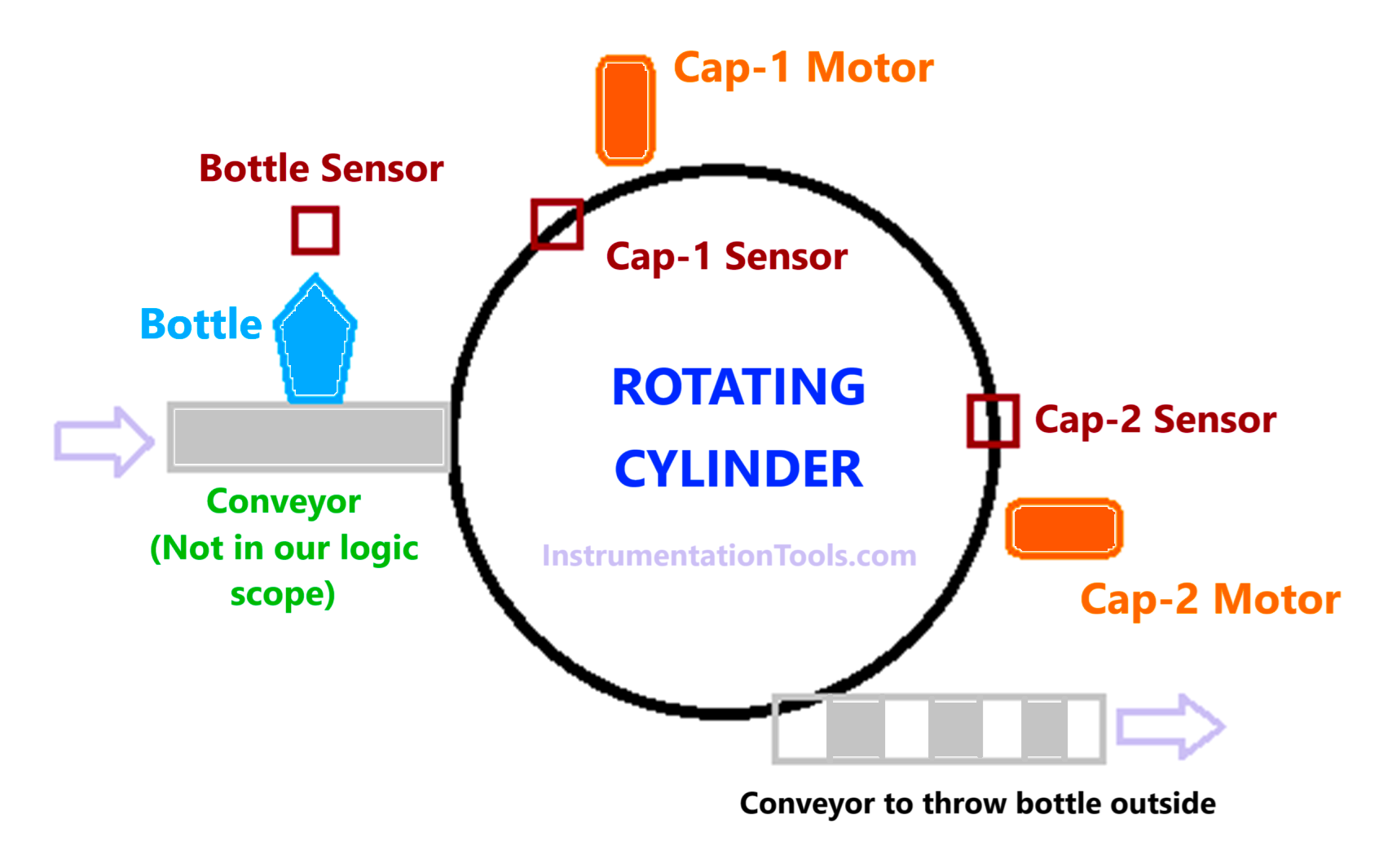
After 2 seconds (starting from the instant when it is turned off) as discussed earlier, the cylinder will start again. Also, when the cylinder is off due to cap-2 sensor sensing, the incoming conveyor will turn off (we will just give a soft signal as the conveyor is not in our control).
PLC FBD Program
Let us write the logic for this now. We will use Studio 5000 software and write the program in functional block diagram language.
Following are the PLC inputs – bottle sensor, cap-1 sensor, and cap-2 sensor.
Following are the PLC outputs – rotating cylinder, cap-1 motor, and cap-2 motor.
Following are the PLC soft signals – incoming conveyor off when cap-2 is in operation.
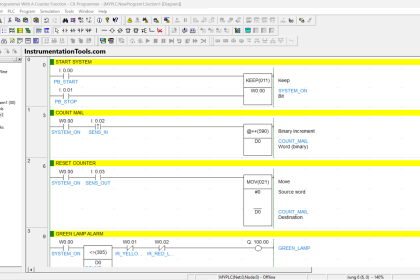
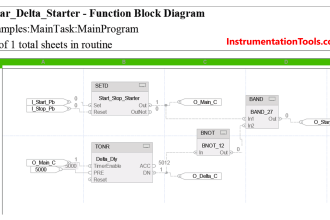
Refer to the below image for the logic written. We have written the logic in three parts – one for the cylinder, one for the cap-1 motor, and one for the cap-2 motor.
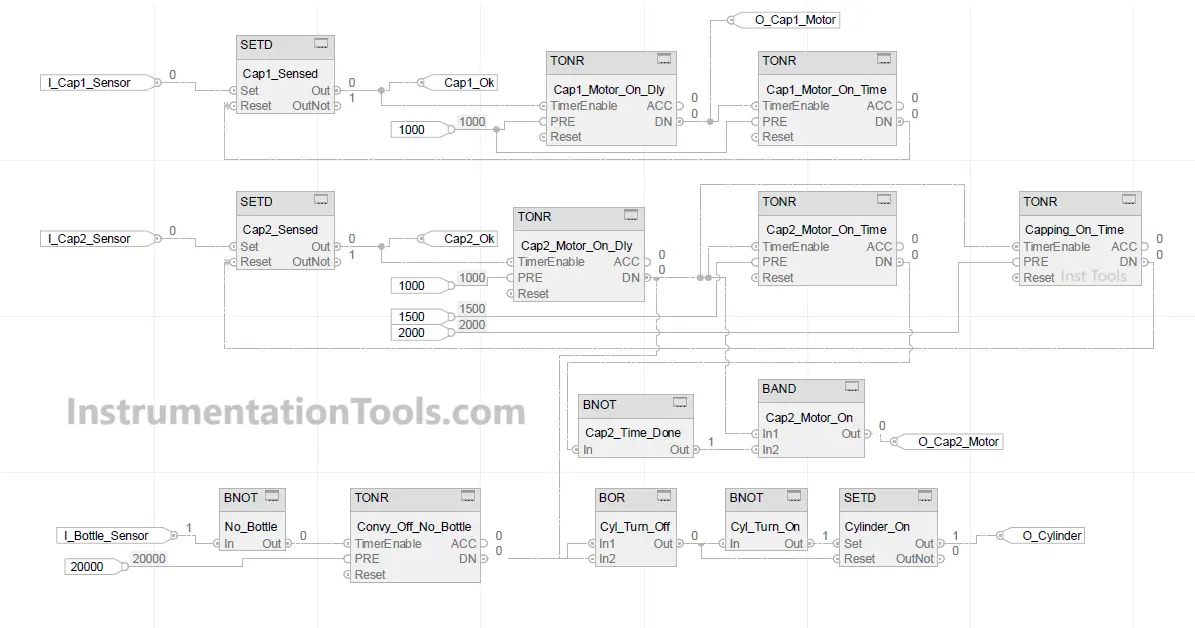
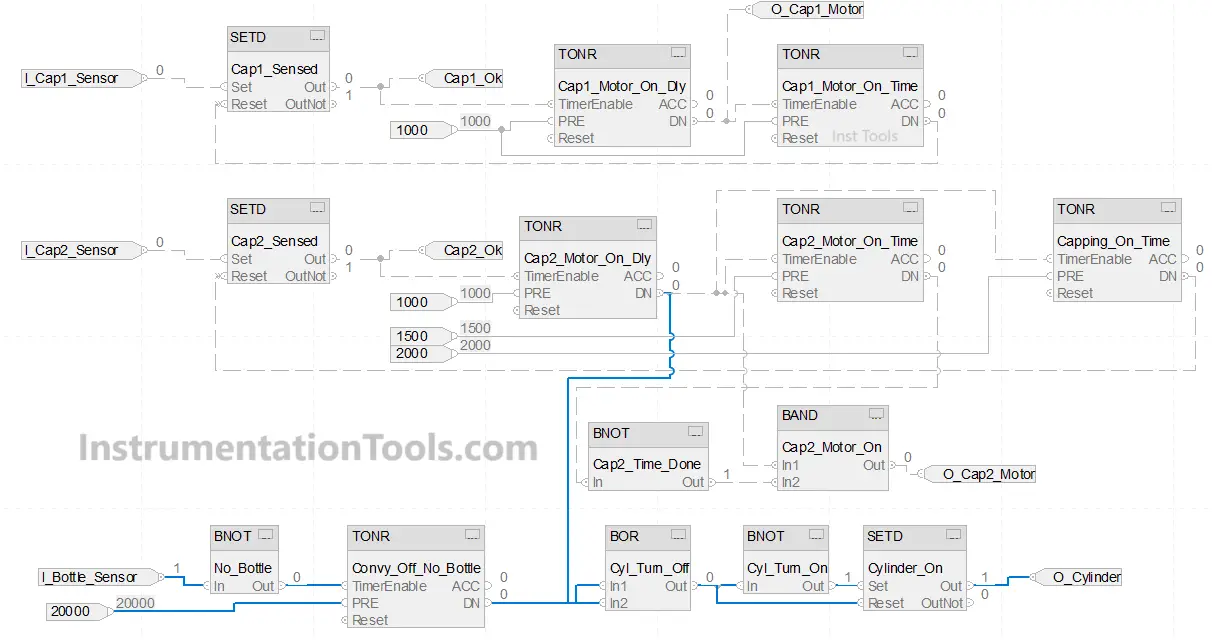
We will first write the logic for the cylinder. Refer to the below image. The blue lines indicate the logic written for the cylinder. When the bottle is not sensed, we use a NOT block to turn on a timer of 20 seconds. Once done, the timer is linked to an OR block which is used to reset the bit O_Cylinder.
Also, if the cap-2 motor on delay of 1 second is completed, then the cylinder will turn off as it is linked to the OR block. When both conditions are off, the output of the OR block is linked to the NOT block which sets the cylinder output.
We use the SETD block here. In this block, there are two inputs – set and reset. If the set bit is high, then the output is set. If the reset bit is high, then the output is reset, on the condition that the set input is not high. It means set input is given priority over reset input.
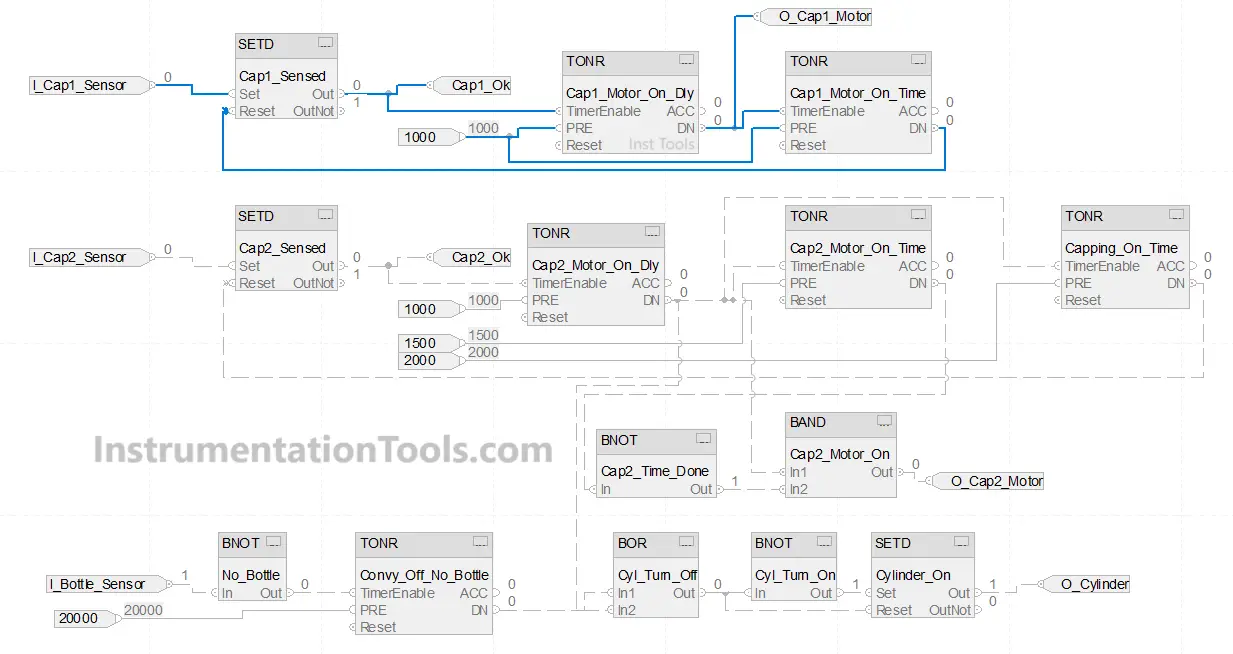
Next, we write the logic for the cap-1 motor. When the cap-1 sensor turns on, we set a bit named cap1_ok and turn on a timer of 1 second which is the delay for the cap-1 motor.
After that timer, we turn on a timer of 1 second which keeps the cap-1 motor (O_Cap1_Motor) on at that time. Once done, the output is linked back to the reset condition of cap1_ok.
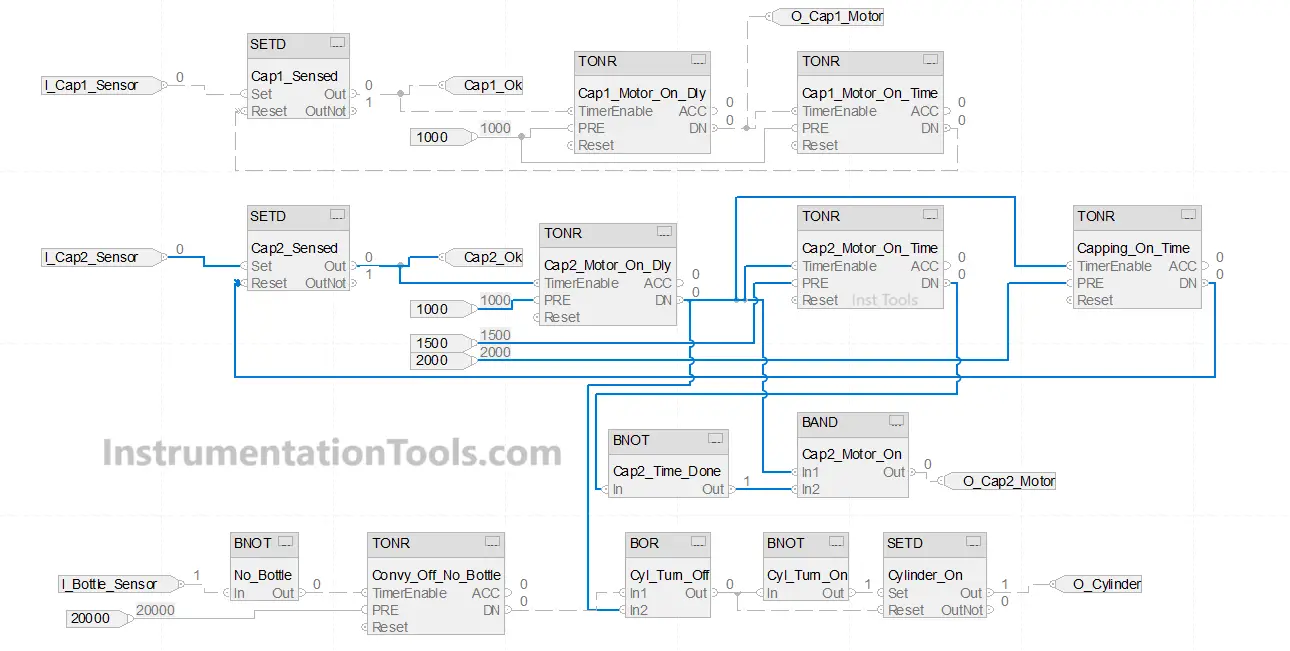
Next, we write the logic for the cap-2 motor. When the cap-2 sensor turns on, we set a bit named cap2_ok and turn on a timer of 1 second which is the delay for the cap-2 motor.
After that timer, we turn on a timer of 1.5 seconds which keeps the cap-2 motor (O_Cap2_Motor) on at that time. Parallely, we also turn on a timer of 2 seconds which keeps the cylinder off at that time.
Once the timer of 1.5 seconds is done, the output of the cap-2 motor turns off and once the timer of 2 seconds is done, the output is linked back to the reset condition of cap2_ok.
In this way, we saw how to write a PLC program for bottle’s capping with a rotating mechanism using a functional block diagram.
Read Next:
- PLC Tank Liquid Heating Control by Steam Flow
- System architecture and process control Design
- Anti-static Wrist Straps in Industrial Automation
- FBD Program for Burglar Alarm Security System
- Functional Block Diagram for Traffic Lights Logic