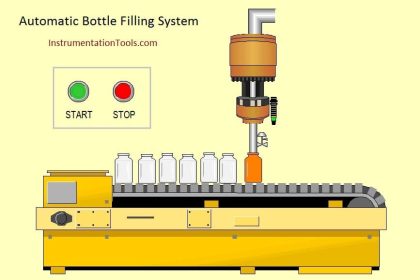
Write the PLC programming for a continues box filling operation that requires boxes moving on a conveyor to be automatically positioned and filled.
Automatic Box Filling System

Develop ladder logic program according to the logic given below,
- Energize the RUN status light when the process is operating.
- Energize the STANDBY status light when the process is stopped.
- Stop the conveyor and energize the standby light when the right edge of the box is first sensed by the photo sensor.
- With the box in position and the conveyor stopped, after 3 seconds open the solenoid valve and allow the box to fill.
- The filling should stop when the level sensor goes true.
- Energize the FULL light when the box is full. The FULL light should remain energized until the box is moved clear of the photo sensor.
Box Filling using PLC Logic

Logic Description:
Rung 0000:
Start/Stop PB latched with memory B3:0/0.
Rung 0001:
B3:0/0 enabled to turn on Run status light (O:0/0) and Conveyer motor (O:0/1).
The Photosensor is connected in normally closed contact to turn off the outputs when the box reaching photo sensor.
Rung 0002:
Standby status light (O:0/1) should turn ON when the Process is in stop condition.
So Start latch and run status light output are connected in normally closed contact.
Rung 0003:
When the box reaching the photo sensor, the conveyer gets stopped and after 3 seconds interval solenoid valve (O:0/3) is turning ON until level sensor (I:0/3) ON which is connected in normally closed condition.
Rung 0004:
When the Level sensor (I: 0/3) is in ON condition, Full status light output (O:0/4) will ON until the photo sensor goes off (until the box is moved clear off).
Author: Hema Sundaresan
If you liked this article, then please subscribe to our YouTube Channel for PLC and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
- Latching Function in PLC
- Traffic Light Control using PLC
- Sensor Scaling in PLC Logic
- Count Running Hours of Pumps
- Conveyor Logic in PLC


Desa sand moulding machine ka program baniya
Are this being true for the Automatic Box Filling System using PLC Programming:
Number of PLC Inputs Required
C1 – RUN
C2 – STANDBY
C3 – STOP
C4 – Level Sensor
Number of PLC Outputs Required
Y001 – Status Light
Y002 – Conveyor
Y003 – Solenoid Valve
Y004 – Level Sensor
Number of PLC Timer Required
T0 – 60 second Timer, 100 ms Time Base. (See K60 Preset Value for Timer)