In this advanced PLC program, PLC based product sorting machine system is used to carry different products using the lift to separate the parts based on size.
Here there are three positions available based on the size like small, medium, and large. The conveyors are used to transfer the products and place them on the trays.
PLC Based Product Sorting Machine System
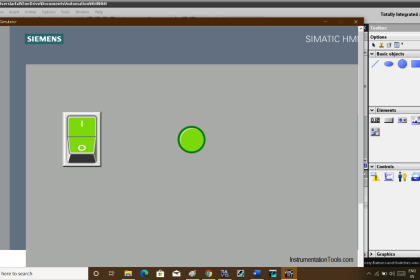
The below simulation shows the PLC sorting system using the lift operation.
Inputs and Outputs
| Type | Device No. | Device name | Operation |
| Input | X0 | Upper | ON when part is detected. |
| Input | X1 | Middle | ON when the lift is at a lower position. |
| Input | X2 | Lower | ON when the part is detected. |
| Input | X3 | Part on lift | ON when the part is detected. |
| Input | X4 | Lower lift position | ON when the lift is at the middle position. |
| Input | X5 | Middle lift position | ON when the lift is at middle position. |
| Input | X6 | Upper lift position | ON when the part is on the lift. |
| Input | X10 | Sensor | ON when the part is detected at the left end. |
| Input | X11 | Sensor | ON when the part is detected at the left end. |
| Input | X12 | Sensor | ON when the part is detected at the right end. |
| Input | X13 | Sensor | ON when the part is detected at the left end. |
| Input | X14 | Sensor | ON when the part is detected at the right end. |
| Input | X15 | Sensor | ON when the lift is at the upper position. |
| Output | YO | Supply command | One part is supplied when YO is ON: Metal cylinder repeats in order S, L, M, L, M, S. |
| Output | Y1 | Conveyor forward | ON when the part is detected at the right end. |
| Output | Y2 | Lift up command | The lift moves up when Y2 is ON. The lift stops when Y2 is OFF. |
| Output | Y3 | Lift down command | The lift moves down when Y3 is ON. The lift stops when Y3 is OFF. |
| Output | Y4 | Lift rotation command | The conveyor moves forward when Y1 is ON. |
| Output | Y5 | Lower conveyor forward | Lift rotates to transfer part to conveyor when Y4 is ON. Lifts rotates back to the original position when Y4 is OFF. |
| Output | Y6 | Middle conveyor forward | The conveyor moves forward when Y5 is ON. |
| Output | Y7 | Upper conveyor forward | The conveyor moves forward when Y6 is ON. |
Program Description
The entire system comprises two components: General Control and Lifter Management.
General Control:
Activating the PB1 (X20) button on the operational panel initiates the Supply command (Y0) for the hopper. Deactivating the PB1 (X20) button turns the Supply command (Y0) off. Upon activation of the Supply command (Y0), the hopper delivers a part.
The conveyors initiate movement when the SW1 (X24) on the control panel is activated. Conversely, the conveyors halt movement when the SW1 (X24) is deactivated.
Upon detecting a part by the sensor X10, X12, or X14 positioned to the left of the conveyor, the corresponding conveyor initiates, transporting the part to the right-end tray. Three seconds post a part passing by the sensor X11, X13, or X15 to the right of the conveyor, the conveyor halts.
Parts of varying sizes (large, medium, small) on the conveyor are sorted by the inputs of the Upper (X0), Middle (X1), and Lower (X2) sensors.
Lifter Management:
Once the Part on the lift sensor (X3) in the lift is activated, the part is transported to one of the following conveyors based on its size:
- Large part: Directed to the Upper conveyor
- Medium part: Directed to the Medium conveyor
- Small part: Directed to the Lower conveyor
The commands for Lifting Up (Y2) and Lifting Down (Y3) are managed based on the lift’s position, detected by the following sensors:
- Upper: X6
- Middle: X5
- Lower: X4
Upon the part’s transfer from the lift to the conveyor, the Lifter Rotation command (Y4) is initiated.
Post the transfer of a part, the lift returns to its initial position and remains on standby.
PLC Logic
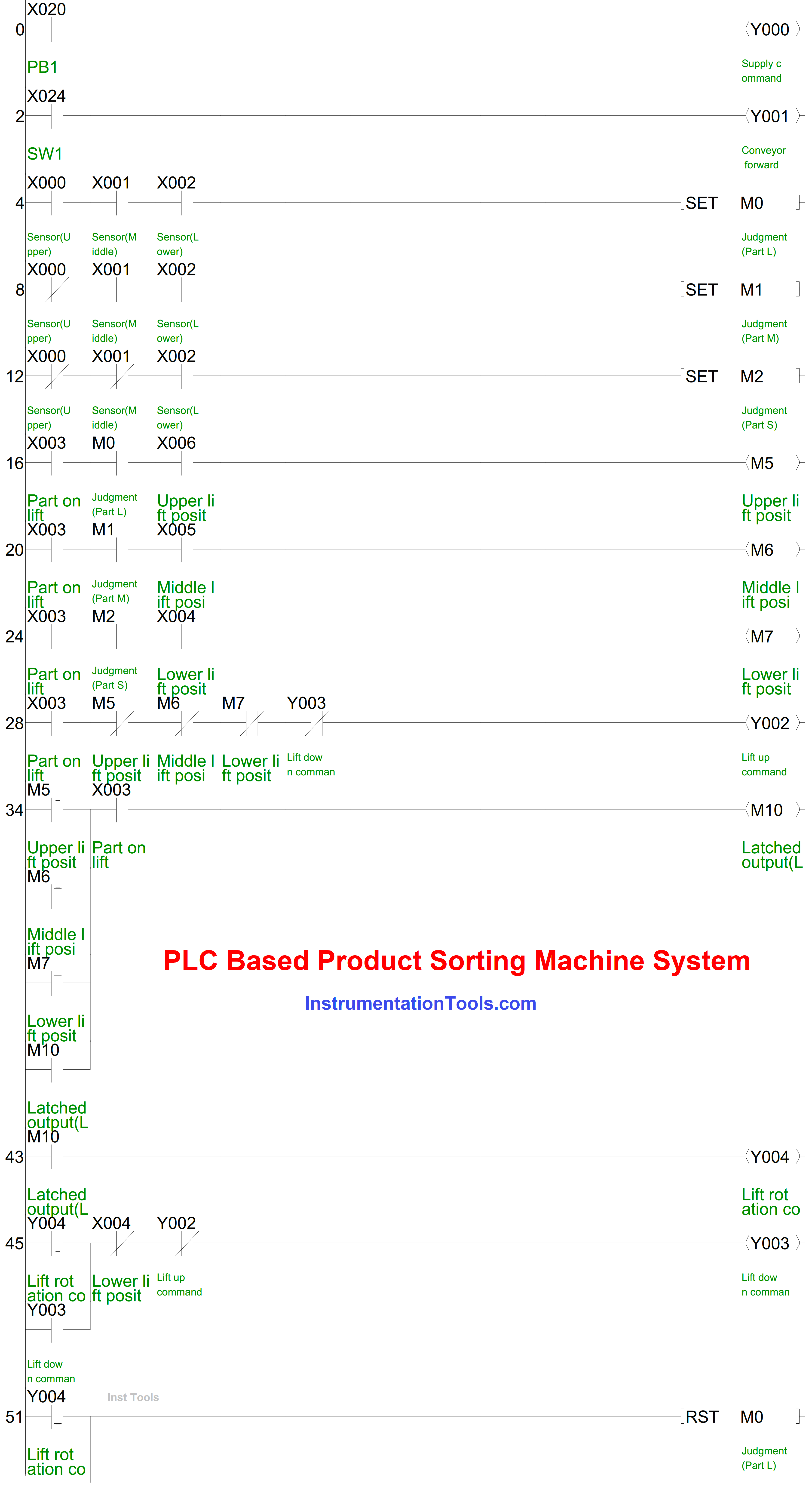
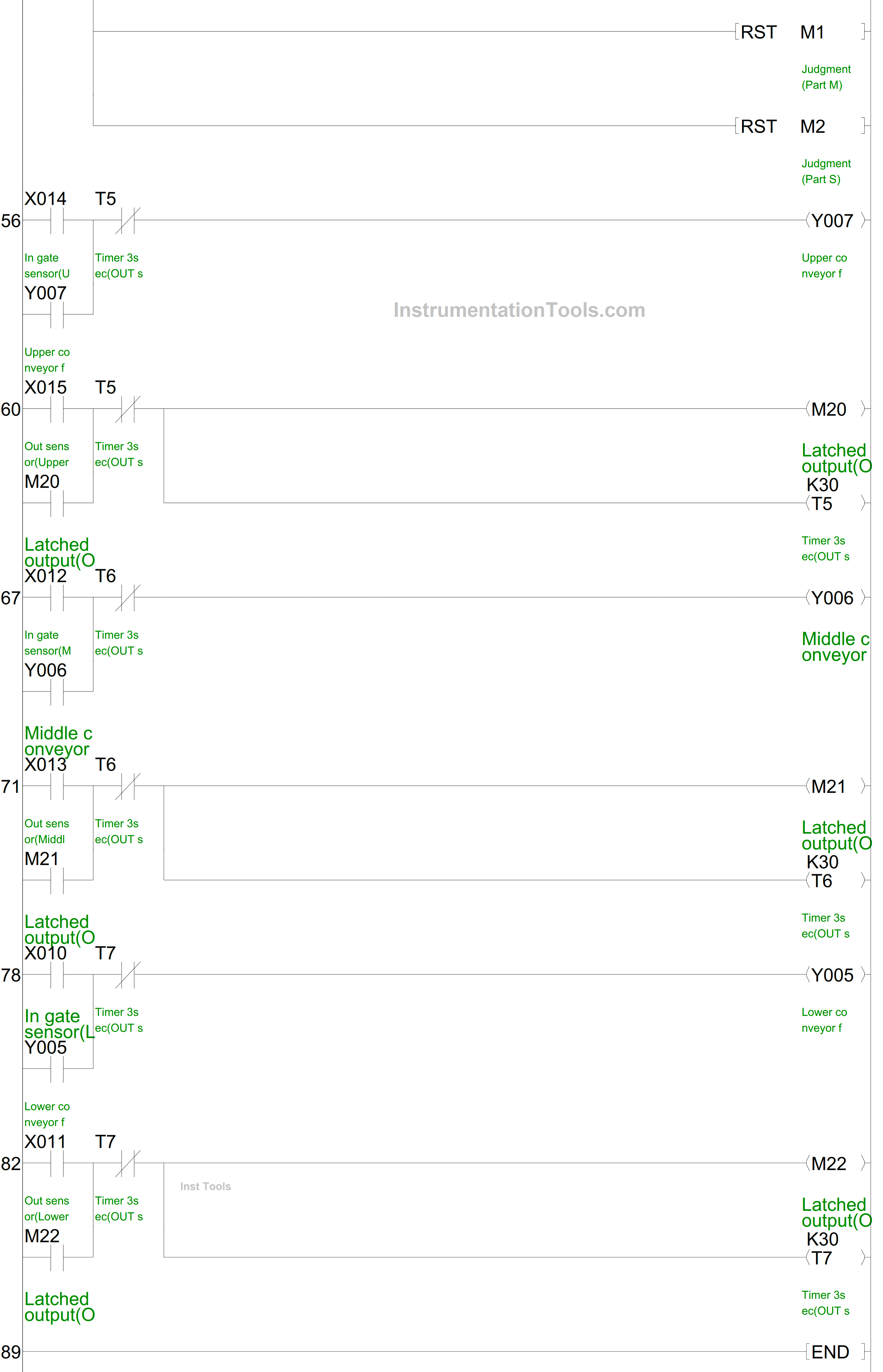
Source: Mitsubishi Electric
If you liked this article, then please subscribe to our YouTube Channel for Instrumentation, Electrical, PLC, and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
- Overview of SIEMENS PLC
- HMI and VFD Control System
- Sequential PLC Pneumatic Valves
- HMI Screen Design for Hazardous
- S7-1200 Hardware Configuration