An ultrasonic gas leak detector (UGLD) is a non-concentration base detector; it detects ultrasound generated by pressurized gas escaping from leakage points. An ultrasound is a pulse signal in the air, which is detected by the human ear the same way that is detected by a microphone.
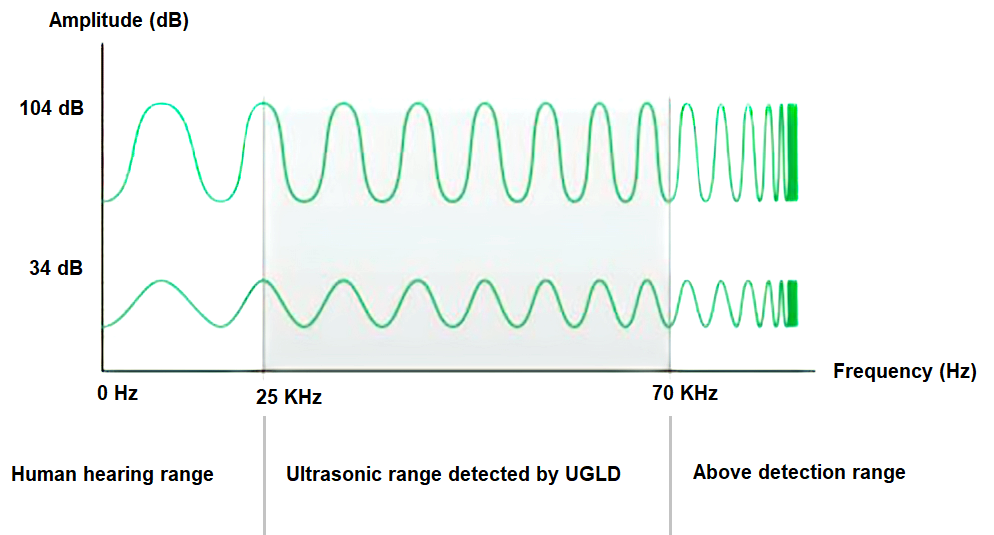
The human ear can only sense acoustic sound waves in the frequency range between 20 to 20 kHz and which is called the audible frequency range. The frequency range above 20 kHz up to 100 kHz is called ultrasonic frequencies.
The UGLD is designed to ignore the audible sound and lower ultrasonic frequencies and only sense ultrasonic frequencies in the range of 25 kHz to 70 kHz.
UGLD measures the ultrasonic sound in decibels (dB). When there is a gas leak within the detector’s range, the sound level will exceed the trigger level of the UGLD and cause an alarm.
Conventional gas concentration base detectors became problematic in open ventilated areas where the gas easily dilutes and drifts away from the gas sensor. UGLD resolves this problem by detecting acoustic ultrasound generated by pressurized gas escape from the leak.
Since the ultrasound pressure pulse amplitude decrease over distance at predictable rate, manufacturers can establish detection coverage before ultrasonic gas leak detectors installation. The ultrasonic gas leak detectors are used for both large outdoor facilities and single installations. Detection range depends on the ultrasonic background noise level of the area and on the minimum gas leak rate to be detected.
In an industrial environment wide variety of noise signals ranging from audible to ultrasonic frequencies are present. Basically it depends on the process equipment installed in the various parts of the plant.
For example process areas with turbines, pumps, and compressors will have mix of sound frequencies at high decibel levels while other areas without any rotating equipment or remote locations will have mix of sound frequencies at low decibel levels. Plant area can be divided into high noise, low noise and very low noise area.
At noisy plant areas where audible noise level may be around 90 dB (very loud), the ultrasonic sound level will, as a rule of thumb, be 20-30 dB lower (60-70 dB) because the machine made noise does not generate a lot of ultrasonic frequencies rather a lot of audible sound frequencies.
Detection range for methane gas leak at a rate of 0.1 kg/s is illustrated with below figures for high, low and very low noise areas.
High Noise Areas (e.g. Turbine, Pump etc.)
Audible noise: 90-100 dB
Ultrasonic background noise< 76 dB
Alarm trigger level = 86 dB
Detection range = 5-8 meters
Low Noise Areas (e.g. normal process area)
Audible noise: 60-90 dB
Ultrasonic background noise< 66 dB
Alarm trigger level = 76 dB
Detection range = 9-12 meters
Very low noise areas (e.g. remote facilities)
Audible noise: 40-55 dB
Ultrasonic background noise< 55 dB
Alarm trigger level= 64 dB
Detection range= 13-20 meters
References:
Rotating equipment packages such as pumps, compressors, turbines need the lube oil consoles for their…
This article explains how to blink lights in ladder logic with a detailed explanation video…
In this article, a simple example will teach you the conversion from Boolean algebra to…
In this article, you will learn the PLC cooking timer example for kitchen automation using…
Learn an example PLC program to control a pump based on level sensors using ladder…
In the PLC timer application for security camera recording, when motion is detected then camera…



