Root Cause Analysis (RCA): Yearly 30000 T lost ammonia production reduced to 10000 T due to the steam turbine driven centrifugal compressors due to broken instrument.
| Article Type: | Root Cause Analysis (RCA) |
| Category: | Mechanical |
| Equipment Type: | High Speed, Hi KW Major Rotating Machines |
| Author: | S. Raghava Chari |
Note: This root cause analysis (RCA) is from real-time scenarios that happened in industries during the tenure of one or two decades ago. These articles will help you to improve your troubleshooting skills and knowledge.
15-25 MW 10000 RPM Steam Turbine Driven Synthesis gas (SG) centrifugal compressors K-601 are ammonia plants rotating machines’ kings.
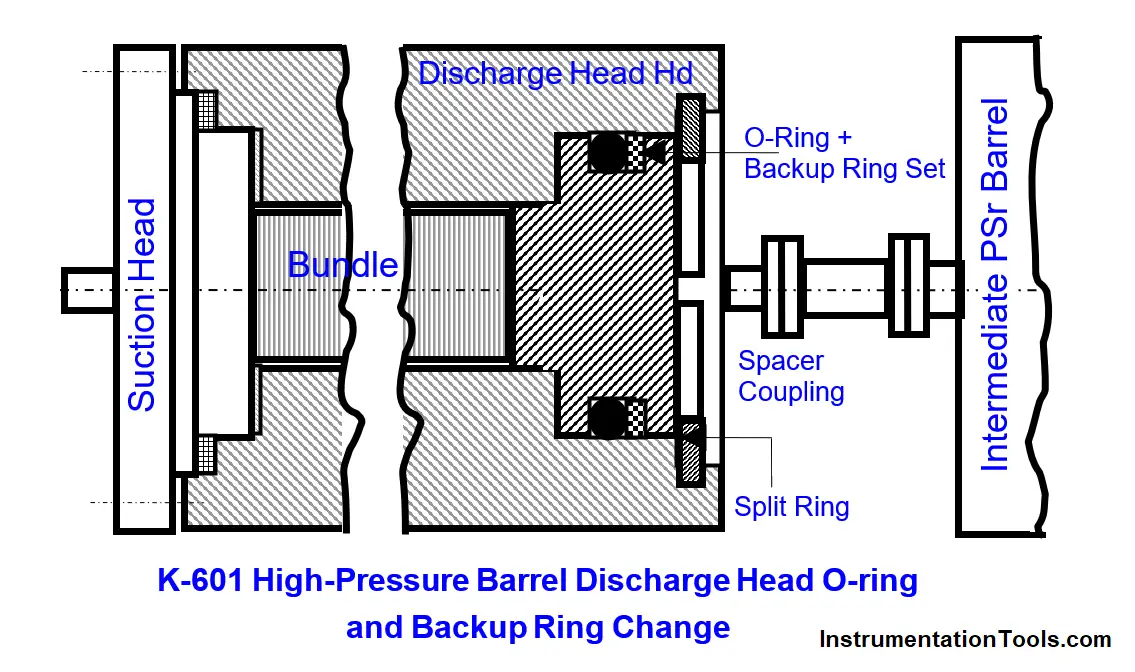
After a broken instrument process lead connection spill caused, a vicinity fire incident, K-601 third barrel discharge head leaked and it increased progressively.
The crew installed steam ring diluted the synthesis gas (75% H2, 25% N2) leaks and prevented fire hazards.
At shift-wise monitored vicinity environs combustibles readings reaching unacceptable levels, the plant scheduled a shutdown to stop the leaks.
Leaks stopping required changing the O‑Ring and Backup Ring Set (ORBRS) that seals the leaks. It was a 10-days shutdown task. The three monthly leaks stopping robbed 40 on stream days yearly and 30000 Tons ammonia production.
In addition, the plant continued operating the upstream plants at as low loads as practical as starting these after a shutdown (S/D) it takes time, thermally stresses the equipment, and reduces their lives.
The Rotating Machines Crew’s below-given way of doing the job was the reason for the 10-days plant shutdown (SD) reason:
These numerous heavy jobs led to the each time 10-days plant shutdown (SD).
The Author’s 2 days only shut down the ORBRS change method explained below.
The author then instrument engineer feeling guilty of an instrument line leak causing the problem looked for task time cutting ways.
He by few measurements was certain of doing the job in 1½ to 2-days as under:
Perhaps, the projected enormous 8½ days time saving each time and so many other benefits seemed too good to be true to the mindset compressor crew.
Ridiculing the author, the crew, and the then maintenance manager an electrical graduate rejected the author’s offer to get the jobs done and stuck to the 10-days routine!
The job was done in less than 36 hours:
The author became Maintenance Manager three years later. The rotating machine crew under his guidance and using the author’s procedure changed the ORBRS in < 36 hours.
The new procedure benefits are:
1. No IPC or any case lift eliminates the following:
2. No 10-days wasteful and exorbitant crane rent payment for just a few hours use
3. No living with the hazardous leaks until the crane availability
4. Most important: 4*8½=34 days less plant outage yearly, 85% less wasteful RFG venting during the shutdown, and its enormous financial savings
5. Last but not least 17% higher ammonia, urea, and NPK fertilizers production.
Below are these Case Study Take outs:
Also Read: Discharge Head 3‑monthly leaks
Author: S. Raghava Chari
Do you face any similar issues? Share with us through the below comments section.
If you liked this article, then please subscribe to our YouTube Channel for Instrumentation, Electrical, PLC, and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
In the PLC timer application for security camera recording, when motion is detected then camera…
In this example, we will learn batch mixing with PLC ladder logic program using timer…
This PLC example on manufacturing line assembly is an intermediate-level PLC program prepared for the…
In this article, you will learn the PLC programming example with pushbutton and motor control…
This article teaches how to convert Boolean logic to PLC programming ladder logic with the…
In this article, you will learn the PLC programming example on timers function block using…
