This article discusses the PLC program for controlling the Bread Oven machine in Automatic and Manual mode using the Schneider PLC. In Manual or Auto mode, the temperature parameters of the Oven must be Set before the baking process is carried out. This Bread Oven has 2 buttons that can be used to Start the baking process and Stop the baking process. In Auto Mode, the Baking time parameter must be Set before the Baking process is carried out. In Auto Mode, the Alarm indicator will be Active when the baking process is complete.
PLC Programming for Baking
This PLC program uses 3 buttons and 1 Selector Switch, the TURN_ON (I0.0) button is used to turn ON the system, the TURN_OFF (I0.1) button is used to turn OFF the system. The WARM_ON_BUTTON (I0.3) button is used to Start the Baking Process, and the WARM_OFF_BUTTON (I0.4) button is used to Stop the Baking Process.
Selector Switch MODE (I0.2) is used to select the system to Run in Auto or Manual mode.
Before the Baking Process is carried out, the Oven temperature Set Value in the memory word SV_TEMPERATURE (MW0) must be Set.
Manual Mode
The Baking process is carried out when the WARM_ON_BUTTON (I0.3) button is Pressed. The OUT_OVEN (Q0.0) Output will be ON and if the WARM_OFF_BUTTON (I0.4) button is Pressed, the OUT_OVEN (Q0.0) output will be OFF.
Auto Mode
In Auto mode, the “Preset Value” of the timer TIMER_AUTO (TM0) can be Set, and the time unit used is minutes.
The system will Run if the WARM_ON_BUTTON (I0.3) button is Pressed. The output OUT_OVEN (Q0.0) will be ON and the Baking Process is carried out.
The OUT_OVEN (Q0.0) output will be OFF if the WARM_OFF_BUTTON (I0.4) button is Pressed or when the TIMER_AUTO (TM0) timer has finished counting.
The OUT_ALARM (Q0.1) output will be ON when the TIMER_AUTO (TM0) timer has finished counting.
Addressing
| Comment | Input (I) | Output (Q) | Memory Word | Memory Bits | Timer |
| TURN_ON | I0.0 | ||||
| TURN_OFF | I0.1 | ||||
| MODE | I0.2 | ||||
| WARM_ON_BUTTON | I0.3 | ||||
| WARM_OFF_BUTTON | I0.4 | ||||
| OUT_OVEN | Q0.0 | ||||
| OUT_ALARM | Q0.1 | ||||
| SV_TEMPERATURE | MW0 | ||||
| SYSTEM_ON | M0 | ||||
| MANUAL | M1 | ||||
| AUTO | M2 | ||||
| IR_OVEN_MANUAL | M3 | ||||
| IR_OVEN_AUTO | M4 | ||||
| IR_TIMER | M5 | ||||
| TIMER_AUTO | TM0 |
Programming
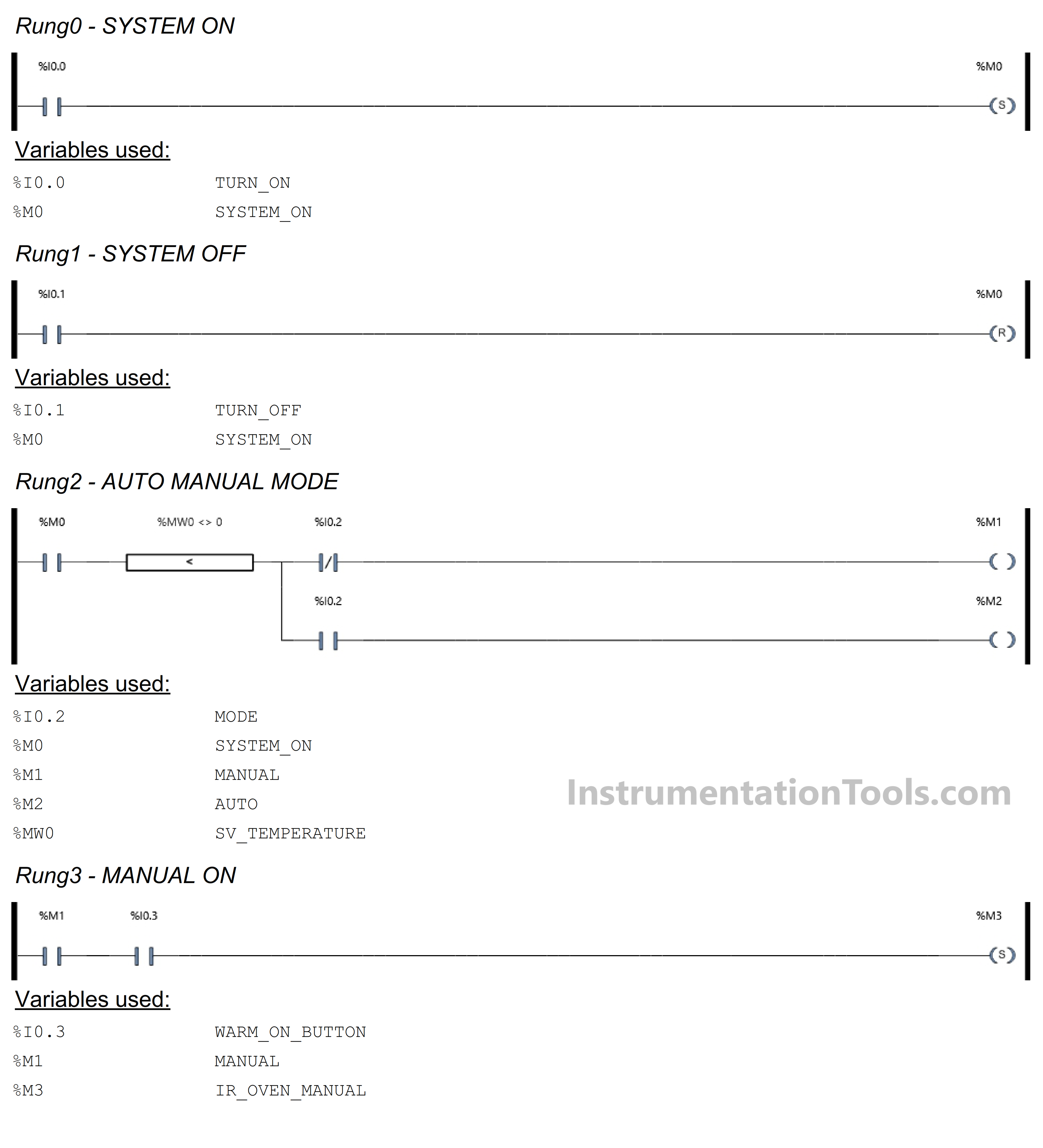
RUNG 0 (SYSTEM ON)
In this Rung, the memory bit SYSTEM_ON (M0) will be in the HIGH state when the TURN_ON (I0.0) button is Pressed. The memory bit SYSTEM_ON (M0) remains in the HIGH state even though the TURN_ON (I0.0) button has been Released, because it uses the SET Coil Instruction.
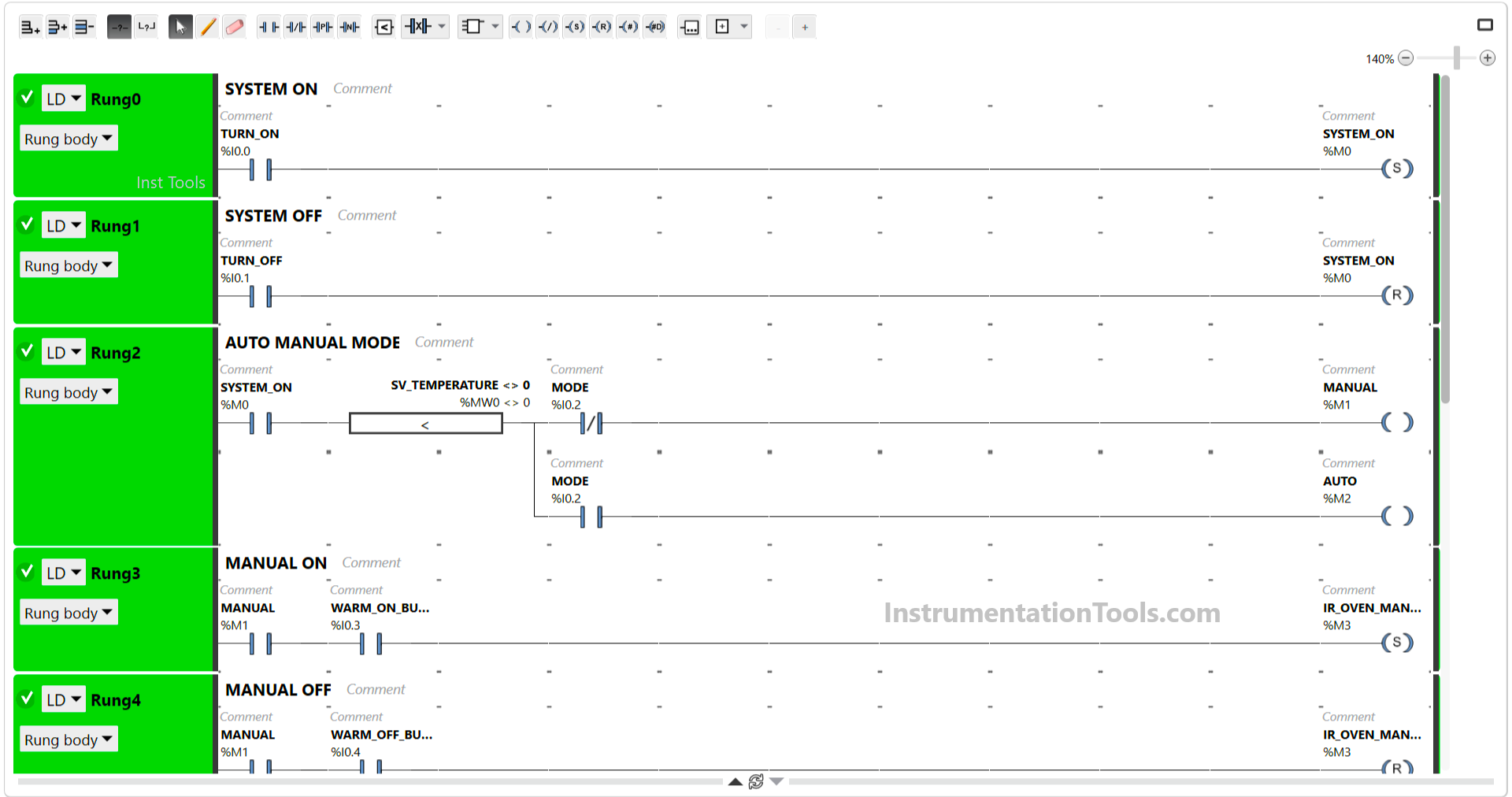
RUNG 1 (SYSTEM OFF)
If the TURN_OFF (I0.1) button is Pressed, the memory bit SYSTEM_ON (M0) will become LOW state. Because it uses the RESET Coil Instruction.
RUNG 2 (AUTO MANUAL MODE)
In this rung, the output memory bit MANUAL (M1) will be in the HIGH state if the NO contact of memory bit SYSTEM_ON (M0) in the HIGH state and the value in memory word SV_TEMPERATURE (MW0) is not equal to zero “0”.
When the NO contact of the Selector Switch MODE (I0.2) in the HIGH state, then the output memory bit AUTO (M2) in the HIGH state. The memory bit MANUAL (M1) will be in the LOW state.
RUNG 3 (MANUAL ON)
In this Rung, when the NO contact of memory bit MANUAL (M1) in the HIGH state and the WARM_ON_BUTTON (I0.3) button is Pressed, the memory bit IR_OVEN_MANUAL (M3) will be in the HIGH state. The memory bit MANUAL (M1) remains in the HIGH state even though the WARM_ON_BUTTON (I0.3) button has been Released, because it uses the SET Coil Instruction.
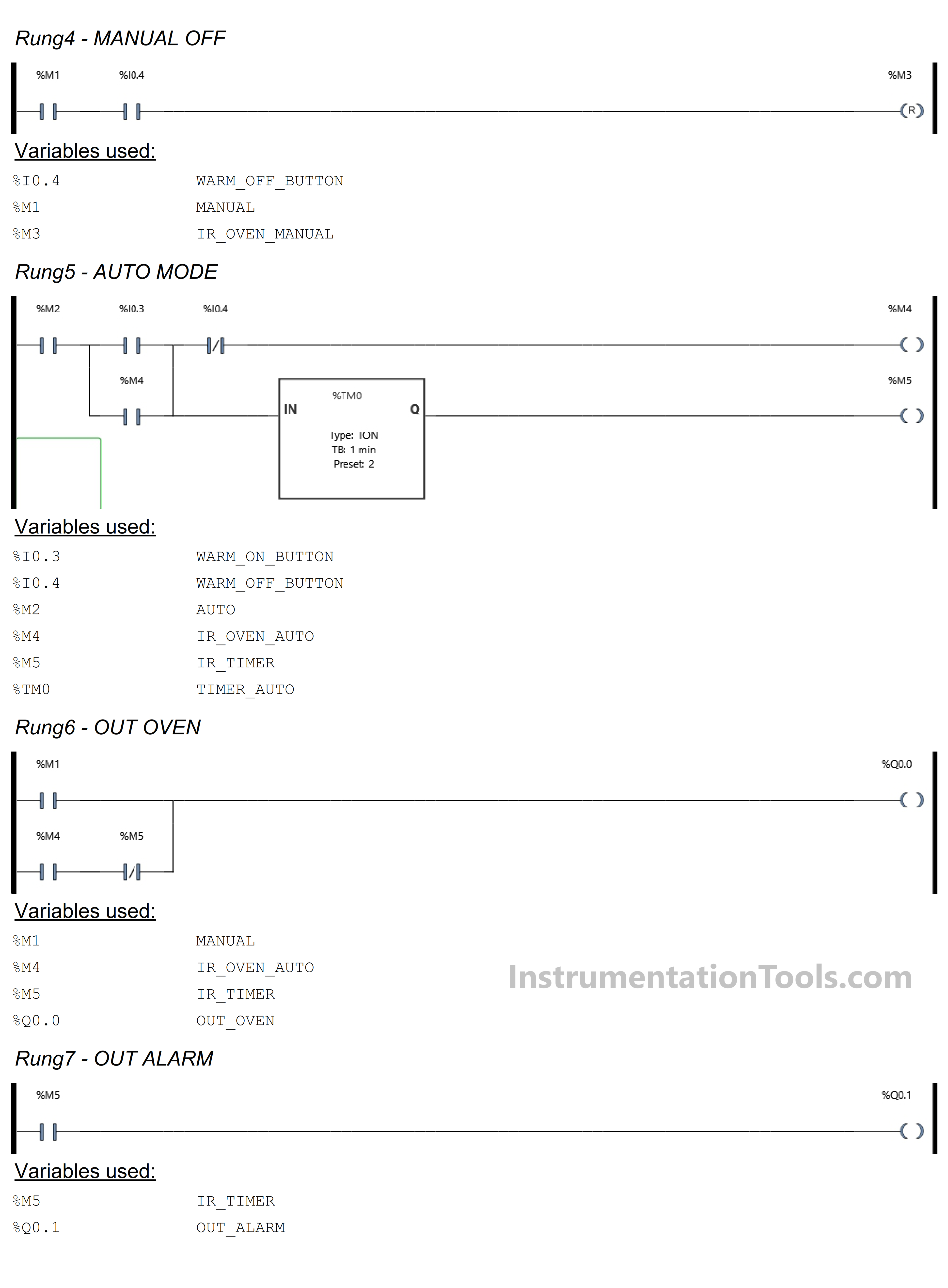
RUNG 4 (MANUAL OFF)
In this Rung, because it uses the RESET Coil Instruction, the memory bit IR_OVEN_MANUAL (M3) will be in the LOW state if the WARM_OFF_BUTTON (I0.4) button is Pressed.
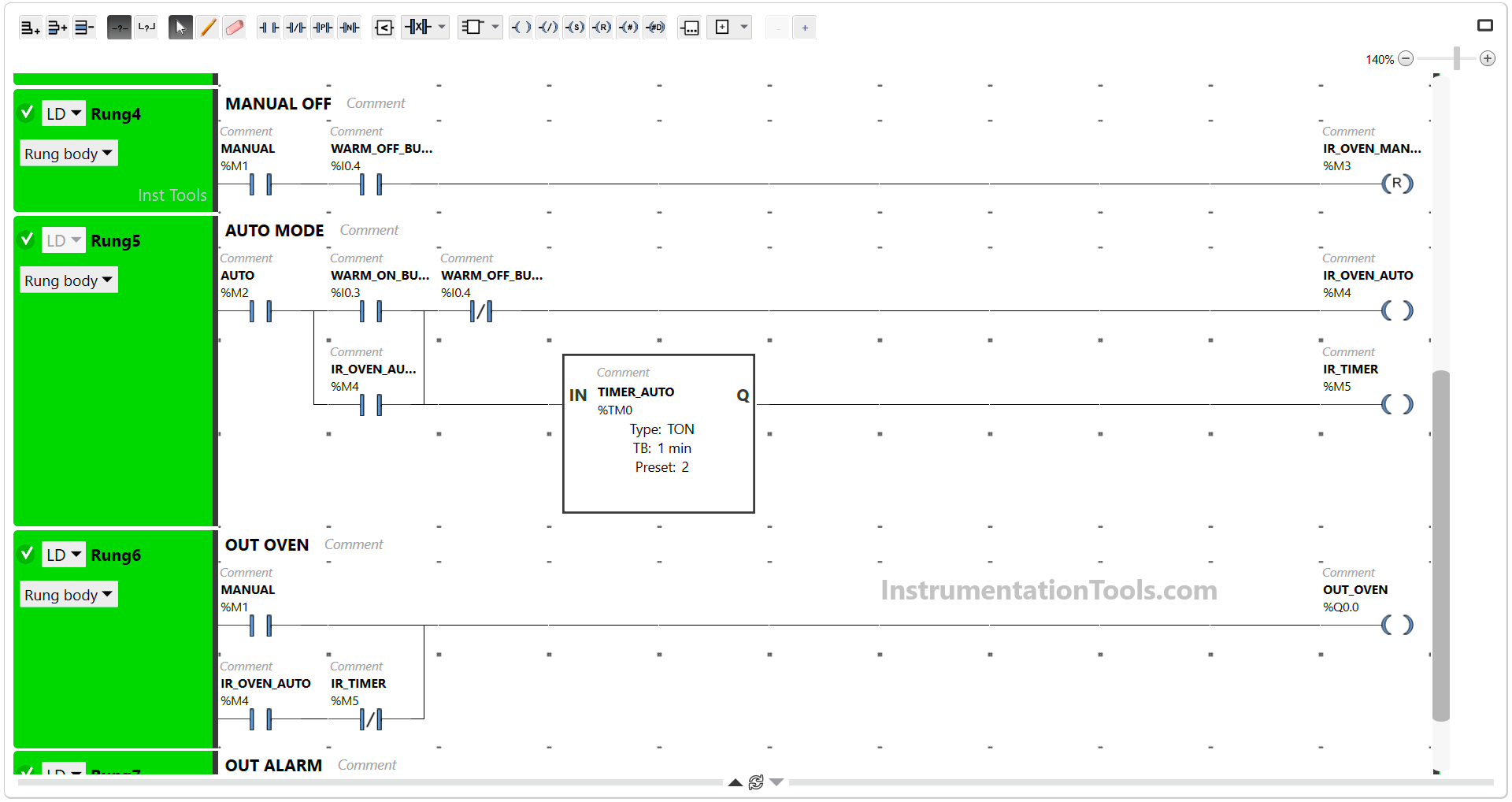
RUNG 5 (AUTO MODE)
In this Rung, when the NO contact of memory bit AUTO (M2) in the HIGH state and the WARM_ON_BUTTON (I0.3) button is Pressed, the output memory bit IR_OVEN_AUTO (M4) will be in the HIGH state and the TIMER_AUTO (TM0) timer Starts counting up to 2 minutes.
When the TIMER_AUTO (TM0) timer has finished counting, the output memory bit IR_TIMER (M5) will be in the HIGH state.
The output memory bit IR_OVEN_AUTO (M4) will be in the LOW state if the WARM_OFF_BUTTON (I0.4) button is Pressed.
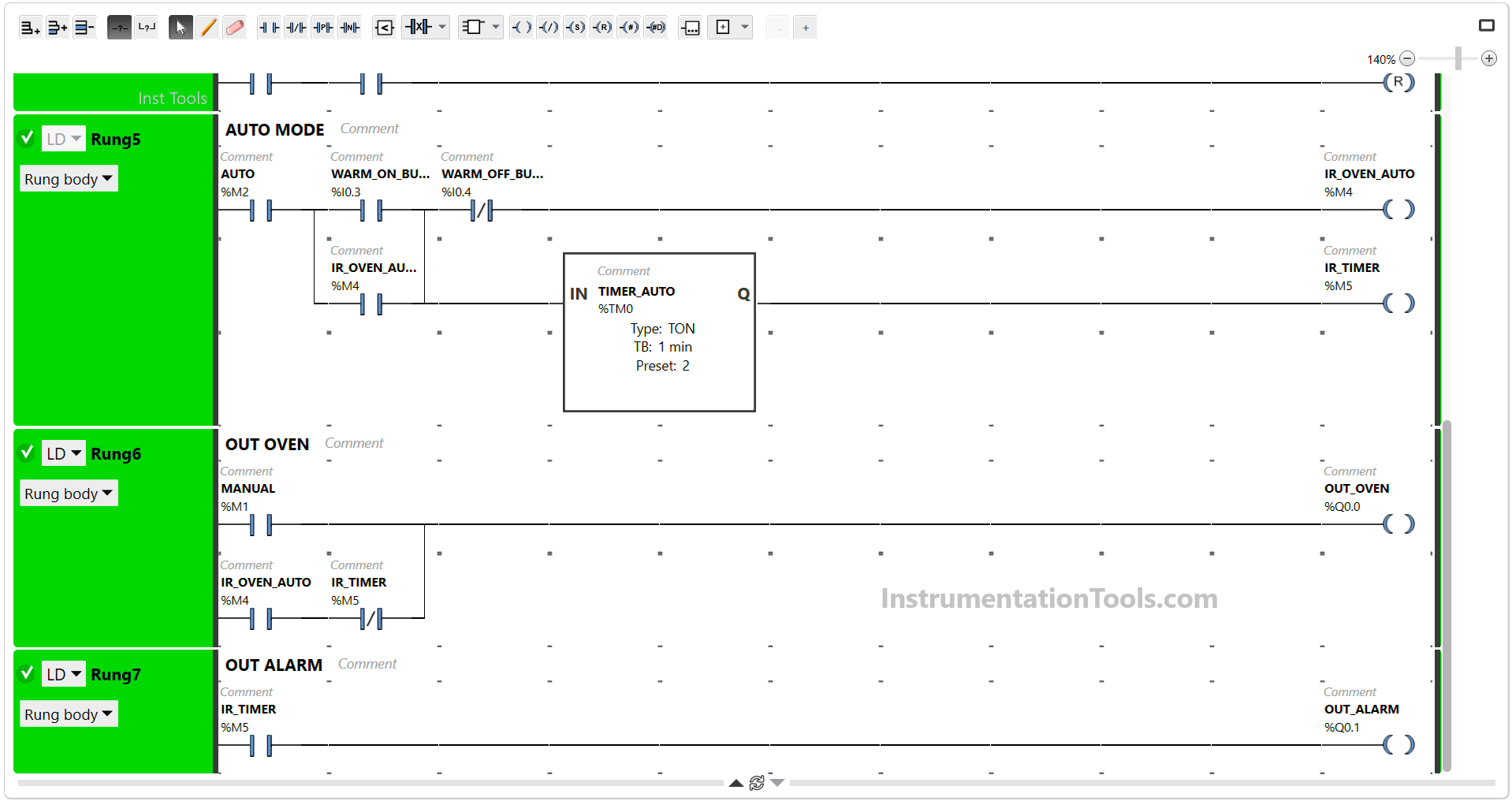
RUNG 6 (OUT OVEN)
In this Rung, if the NO contact of memory bit IR_OVEN_MANUAL (M3) or IR_OVEN_AUTO (M4) in the HIGH state, then the Output OUT_OVEN (Q0.0) will be ON.
In Auto mode, if the NC contact of memory bit IR_TIMER (M5) in HIGH state, then the Output OUT_OVEN (Q0.0) will be OFF.
RUNG 7 (OUT ALARM)
In this Rung, the output OUT_OVEN (Q0.0) will be OFF and OUT_ALARM (Q0.1) will be ON if the NO contact of memory bit IR_TIMER (M5) in the HIGH state.
Read Next:
- Railway Crossing Gate Control PLC Program
- PLC Product Painting with Weighing System
- Studio 5000 PLC Program for Digital Alarms
- Vacuum Cleaner Programming in Omron PLC
- XG5000 PLC Logic for Automatic Exhaust Fan